Vibrolisované dlažební desky

Technologie výroby kudrnatých dlažebních prvků jsou různé. Vibrované dlažební desky jsou přitom mezi stavebníky považovány za obzvláště oblíbený produkt. Z materiálu v tomto článku se dozvíte, co to je, co to je, z čeho a jak se vyrábí. Kromě toho zvážíme nuance jejího výběru a stylingu.



co to je?
Vibrolisované dlažební desky jsou typem betonového nátěru používaného při úpravě chodníků, náměstí a komunikací. Jedná se o stavební materiál s vynikajícími provozními vlastnostmi. Je maximálně odolný vůči teplotním výkyvům, vysoké vlhkosti.
Lisované dlaždice jsou navrženy tak, aby vydržely působivé obecné i místní zatížení. Vyrábí se pomocí vibračního lisu, tento proces je plně automatizovaný. Je regulováno GOST 17608-2017 ("Betonové chodníkové desky").
Technika vibrokomprese zahrnuje použití menšího množství vody než při výrobě běžného betonu.



Takový materiál je považován za univerzální. Je tepelně odolný, snadno se hodí na pískový polštář, vytváří hustý a rovnoměrný povlak. Dlaždice se používají pro návrh kolejí. Navenek to připomíná cihlové zdivo. Nevypouští toxické látky, šetrné k životnímu prostředí.
V závislosti na odrůdě vydrží zatížení až 15 tun na 1 m2. m Neničí se působením kyselin, vyznačuje se silným stlačením použitých hornin. Vyznačuje se vysokým estetickým výkonem. Může mít různý tvar, což umožňuje použití různých schémat pokládky při uspořádání vozovky.



Vhodné pro zpevnění všech silničních úseků. V mrazu nepraská, má širokou paletu barev. Může mít různé velikosti, různé textury, předpokládá dlouhou životnost. Dokonale zdobí krajinu, vhodnou pro uspořádání území v blízkosti budov různých architektonických stylů.
Technické vlastnosti materiálu jsou následující:
- otěr - 0,21 g / m2 cm;
- pevnost - M-300 - M-500;
- mrazuvzdornost - F 300;
- propustnost vody - W6.
Poměr voda-cement ve směsi je 0,55. Díky své rozměrové stálosti se s materiálem snadno pracuje.
Po jeho položení je možné spáry vyplnit obyčejným levným pískem (ne křemenem). Nesmyje ji déšť a nesfoukne vítr.



Co se používá k výrobě?
Při výrobě vibrolisovaných dlažebních desek se používá cement, kamenivo, voda a modifikující přísady. Hlavními složkami směsi jsou písek, drcený kámen, cement, voda, pigmenty. Každá složka dává řešení určité vlastnosti.
- Cement je pojivo. Jeho barva může být tradiční šedá, bílá. Bílý cement se používá k výrobě dlaždic s jasnou, čistou barvou. Cement je potřebný pro pevnost a odolnost modulů proti vlhkosti.
- Použitý drcený kámen dodává dlaždici pevnost v tlaku a zvyšuje její odolnost. Kromě toho snižuje dotvarování, smršťování a spotřebu cementu.
- Písek je zodpovědný za plasticitu směsi. Zabraňuje praskání betonu a je zodpovědný za hladkost povrchu.
- Pigmenty umožňují diverzifikovat odstíny pracovního roztoku. Díky nim můžete vyskládat barevné stopy různých odstínů, jednobarevné i vzorované.




Produkční technologie
Dávkování, míchání, lisování směsi probíhá automatizovaným způsobem. Díky takovému systému výroby je také vyšší kvalita barvení směsi. Při výrobě se používají formy a polosuchá směs betonu.
Výrobky jsou formovány pomocí matrice a razníku, působením vibračního lisu. Tento proces je velmi složitý a drahý, ale je považován za nejlepší způsob výroby dlažebních kostek. Samotná výroba připomíná vibrační lití, ale s automatizací je možné dodávat výrobu betonu do proudu.
Proces vypadá takto:
- zařízení dávkuje složení betonové směsi ve stanovených poměrech;
- míchání směsi do stavu homogenity;
- zařízení vyplní kudrnaté tvary polosuchým materiálem;
- poté jsou moduly lisovány strojem pod vlivem statického a dynamického zatížení;
- provádět odformování zhutněných obrobků.



Hotové moduly se po vyjmutí skladují na paletách v běžných skladech. Někdy jsou stavební materiály skladovány venku. Použití automatizace vertikálního tlaku zajišťuje, že tloušťka modulů je stejná a hustota je stejná. Automatizace procesu zjednodušuje odformování, umožňuje výrobu nejen typických jednovrstvých, ale i dvouvrstvých dlaždic. Při použití stroje se zvyšují pevnostní charakteristiky modulů a konečné úpravy.
In-line výroba má jasné výhody oproti jiným technologiím výroby dlažebních kostek. Tento způsob výroby s vibracemi a současným lisováním směsi umožňuje dosáhnout homogenního produktu.
Dlaždice lze hyperlisovat. V tomto případě lisovník tlačí na roztok uvnitř matrice. V důsledku toho se získají desky zvláštní pevnosti a minimální propustnosti vody. Bohužel je téměř nemožné je zpracovat.
S ohledem na to je třeba při výběru schématu dokončení dát přednost nejjednodušším možnostem.



Srovnání s vibrocastovými dlaždicemi
Hlavním rozdílem je princip formování modulů. Lité tyče se tvoří vlastní vahou. Vibropressed - lisováním. Vibrolisované dlažební desky jsou v mnoha ohledech před litými, s výjimkou nákladů. Jeho mrazuvzdornost, pevnost, životnost, otěruvzdornost jsou 2x vyšší.
Může být instalován při stavbě silnic pro lehká vozidla. Je odolnější a praktičtější než vibrační lití. Jeho hustota je znatelně vyšší než u lití a vibračního lití. Jeho výroba je však složitější a časově náročnější. Je odolný vůči povětrnostním vlivům a slunečnímu záření.
Rozdíl mezi materiály spočívá v typu povrchu. Vibrolisované dlaždice mají hrubou strukturu. Díky tomu poskytuje zvýšenou bezpečnost pro chodce v dešti a náledí. Vibrační lití dlaždic je však levnější. Povrch vibrované odrůdy je hladký a kluzký, takže výrobci jej často vyrábějí texturou.

Kromě toho se vibrocastové dlaždice snadno řezají a rychle vyblednou. Vyrábí se pomocí kapalného pracovního roztoku. Po odpaření přebytečné vlhkosti zůstávají ve struktuře dutiny, což není případ vibrolisovaného analogu.
Struktura dlaždice vytvořená technologií vibrokomprese je jemně porézní. Voda do něj nemůže proniknout. Odlévaný materiál propouští dešťovou vodu a v případě silného mrazu může led rozbít modul zevnitř a snížit jeho pevnostní charakteristiky.
Jak ukazuje praxe, položená stlačená vozovka vyžaduje opravu nejméně za 25 let s výměnou asi 20-30 % modulů. Vibrolité dlaždice budou muset být opraveny za 5-10 let. A asi 70-80% podlahy bude muset být vyměněno.


Lité dlaždice nemají vždy ideální geometrii a stejnou tloušťku. Trpí tím pevnost povlaku. Automatizovaným způsobem výroby se získávají tyče s přesnými tvary a velikostmi.Z hlediska variability forem je však varieta vibrocastingu rozmanitější.
Rozdíl mezi materiály je patrný i ve struktuře. Vibrocastový materiál má znatelnou heterogenitu vrstev. To může způsobit, že se povrchový pás odlepí od substrátu. Vibrolisované dlaždice nemají tuto nevýhodu. Má jedinečnou texturu a ušlechtilý vzhled, ale její tóny nejsou tak jasné.


Co se stalo?
Vibrolisované dlažební desky se liší barvou, velikostí, tvarem, strukturou, počtem vrstev. Jeho barevná řešení jsou různorodá: kupující si může zakoupit moduly v šedé, pískové, červené, černé. Kromě, v prodeji je materiál hnědé, terakotové, zelené, bílé, bažinaté odstíny.
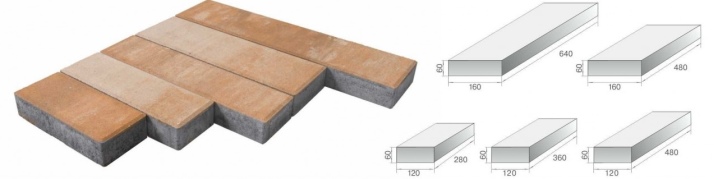
Pokud jde o texturu, materiál je podmíněně hladký, drsný a strukturovaný. Kromě dalších možností jsou v prodeji moduly hmatového typu. Tvary lisovaných modulů mohou být čtvercové, obdélníkové, kosočtverečné, šestihranné.


Rozměry dlažby se také liší. V prodeji jsou produkty s parametry 300x300x60, 500x500x50, 100x200x60, 100x200x50 mm. Oblíbeným materiálem jsou moduly o tloušťce 20, 40, 60, 80 mm.
Hmotnost materiálu se také liší: čtvercový modul 40x40 cm váží 21 kg. Kámen 500x500 mm váží 38 kg při tloušťce kamene 70 mm a 34 kg při tloušťce 60 mm. Hmotnost dlažebního kamene 200x200x60 mm je 5,3 kg (1 kus). Cihla s parametry 200x100x60 mm váží 2,6 kg.
Nuance volby
Vibrolisované dlaždice jsou jedním z nejlepších materiálů pro slepou oblast jakéhokoli území. Aby však sloužil po dlouhou dobu, při nákupu surovin je třeba vzít v úvahu řadu nuancí.
O kvalitě modulů svědčí jejich vzhled. Pokud jsou při vizuální kontrole na zadní straně kostky patrné vzácné důlky kulatého nebo oválného tvaru (průměr 2-6 mm, hloubka 1-2 mm), znamená to porušení technologie výroby stavebního materiálu. . Nebo se jedná o dlaždice vyrobené metodou vibrocastingu.
Funkční vlastnosti tohoto materiálu nejsou známy. Abyste o výběru nepochybovali, musíte požádat prodejce o osvědčení o shodě nebo pas pro zboží. Kvalitní materiál má veškerou potřebnou dokumentaci.
Proto se jeho životnost počítá na desítky let. V průměru takový povlak vydrží až 30 let.


Certifikát musí obsahovat číslo protokolu a datum certifikačních zkoušek. Pokud tyto údaje nejsou k dispozici, není potvrzena kvalita materiálu, stejně jako technologie jeho výroby a složení.
Pokud je výrobek vysoce kvalitní, určuje se tloušťka s přihlédnutím k typu zatížení. Moduly o tloušťce 3-4 cm se používají k vybavení zahradních a pěších cest, teras, slepé oblasti v blízkosti domu. Když je potřeba stavební materiál pro pokládku ploch s omezeným pohybem lehkých vozidel, volí se desky o tloušťce 4,5-6,5 cm.
Na dláždění ploch se silným provozem se používají dlaždice o tloušťce 7 cm. Tloušťka však není nejdůležitějším ukazatelem. Důležitá je mrazuvzdornost. Pokud třída mrazuvzdornosti součástí neodpovídá zimní teplotě v konkrétní oblasti, měli byste nákup odmítnout. Při nízké mrazuvzdornosti začne dlaždice po několika letech od instalace praskat a drolit se.


Zkušení dodavatelé dávají přednost nákupu materiálu z továren, které přísně kontrolují kvalitu produktu. Přitom berou na vědomí dobrý materiál není příliš levný: levné dlaždice se často vyrábějí s použitím nekvalitních barviv a cementu.
Důležité je kritérium lisovacích vrstev. Dvouvrstvá dlaždice je modul s hrubou základní vrstvou a druhou dekorativní vrstvou.
Základ prvku tvoří diabas nebo drcená žula. Vrchní vrstva je odolná proti nárazům a opotřebení.
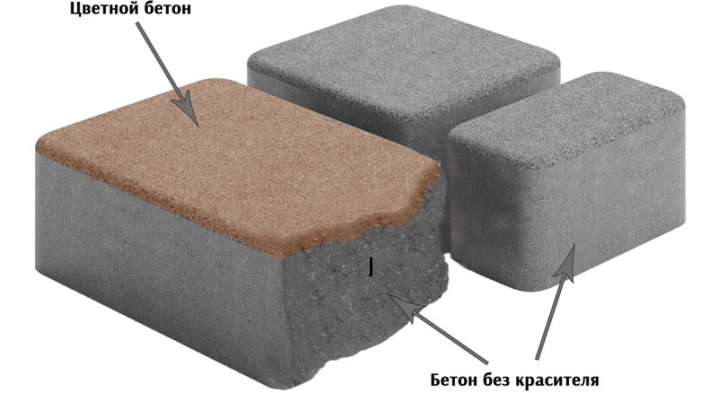
Jednovrstvé dlaždice, ač pevné, tak pevné nejsou. Navíc nemá takové dekorativní vlastnosti jako dvouvrstvé. Chcete-li posoudit kvalitu dvouvrstvého modulu, musíte jeho konec vložit do palety a nalít vodu na dno (2-3 cm). Pokud po 5 minutách je úroveň nárůstu více než polovina cihly, znamená to špatnou kvalitu.
Není možné vybrat dobrou dlaždici v nepřítomnosti: je nutné zkontrolovat vzhled stavebního materiálu. Na jeho povrchu by neměly být žádné zjevné vady (praskliny, hromadění zrnitosti, nedokonalosti). Můžete vzít 2 moduly a lehce do sebe udeřit: zvonění signalizuje dobrou kvalitu produktu.
Musíte vzít pigmentované dlaždice z jedné šarže. Aby nedošlo k nákupu přebytečného materiálu, výpočty se provádějí před pokládkou. Materiál se však také neodebírá od začátku do konce: je zapotřebí minimální zásoby.

Možnosti stylingu
Schémata pokládky vibrolisovaných dlažebních desek se mohou lišit. Závisí na tvaru použitého materiálu, může to být klasický hladký panel nebo povlak s mimořádným vzorem. V tomto případě může být styling tradiční nebo s posunem.
Například dlaždice lze pokládat podle principu diagonální rybí kosti: s materiálem jedné barvy nebo dvou (tří) kontrastních. Stejné cihlové moduly mohou být položeny se zuby a tvoří z nich zvlněné řady.


Povrch, vyskládaný metodou konvenčního obkladu "cihla s posunem", vypadá krásně. Pokud při instalaci povrchové úpravy střídáte materiál stejného tvaru, ale v různých tónech, získáte povlak s diagonálními řadami.

Při výběru jedné nebo druhé možnosti instalace můžete použít stejná schémata jako při pokládání podlahových (stěnných) dlaždic. Může se jednat o střídání kolmo umístěných prvků, otáčení dlaždice podle principu spirály. Někteří řemeslníci mohou vytvářet plátna s objemovým efektem z běžných geometrických tyčí.
Díky shodným rozměrům lze dlaždicové bloky libovolně otáčet a posouvat.















Komentář byl úspěšně odeslán.