Přehled laserových strojů pro řezání kovů a jejich výběr

Laserová zařízení pro řezání kovů se používají v celé řadě průmyslových odvětví: strojírenství, metalurgie a výroba nábytku. Tato popularita je způsobena skutečností, že vám umožňuje vytvářet součásti složitého tvaru se zvýšenou úrovní přesnosti. Takové zařízení bude diskutováno v našem článku.

Konstrukce a princip činnosti
Kovové laserové řezačky mají tři hlavní funkce:
- rytina: kreslení obrázku, textu a dokonce i fotografie na kovový povrch;
- řezání laserem;
- křivočaré řezání.
Ve všech případech je vytvořena šablona, podle které modul numerického řízení nastavuje řezné parametry. Výsledkem je dokonale přesný produkt.


Hlavní výhodou laserových strojů je jejich vysoká produktivita: lze zpracovat velké množství výrobků v relativně krátkém čase.
Konstrukce jakékoli laserové řezačky obsahuje několik bloků:
- emitor - zodpovědný za generování proudu fotonů nebo úzce zaměřeného laserového pulsu;
- jednotka pohybu plynu - určená pro vyfukování horkého kovu z pracovního prostoru a chlazení chladiče;
- pohon - slouží k pohybu zářiče po ošetřovaném povrchu;
- pracovní řezací stůl - na něm je umístěn obrobek, zatímco stůl může být vyměnitelný;
- Modul CNC / ACS.

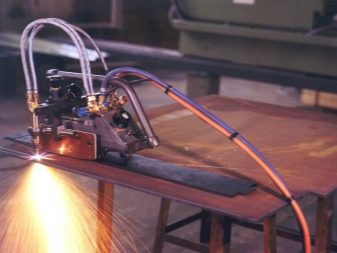
Princip činnosti takových strojů je založen na generování úzkého paprsku laserovou trubicí, která provádí zpracování kovů. V důsledku kontaktu paprsku s povrchem zpracovávaného materiálu dochází k vysokoteplotnímu efektu a umožňuje gravírování nebo řezání kovu. V tomto případě proud plynné směsi vyfoukne vrstvu roztaveného materiálu, což zajistí vysokou kvalitu řezu. Na těchto strojích lze pracovat se všemi druhy ocelových plechů a také s neželeznými kovy a jejich slitinami.


Popis druhů
Podstata práce každé laserové řezačky spočívá v zaostření úzce směrovaného paprsku, v důsledku čehož se energie soustředí na povrch zpracovávaného materiálu. Průměr takového paprsku nepřesahuje desetiny milimetru, což zajišťuje minimální tloušťku řezu. K průběhu tavení a následné přeměně struktury kovu dochází v důsledku přiblížení výkonových charakteristik laserového paprsku na určité parametry. V závislosti na mechanismu provozu existují čtyři hlavní typy takových strojů.


Plyn
Laserové řezání kovu lze provádět v prostředí kyslíku nebo dusíku, výběr závisí na vlastnostech zpracovávaného kovu. V důsledku vystavení kyslíku se spouští exotermické reakce, jejichž tepelná energie umožňuje řezat poměrně silné plechy z nízkolegované a uhlíkové oceli.
Nedoporučuje se řezat pozinkované nebo pozinkované povrchy v kyslíku. V tomto případě je řez nerovnoměrný, navíc se zvyšuje riziko tvorby strusky. Při řezání nerezové nebo vysoce legované oceli je nežádoucí umožnit oxidaci místa řezu. Proto jsou při práci s takovými kovy žádané inertní plyny, nejčastěji dusík.

Dusík se také používá v případech, kdy budou řezy následně obarveny.Pokud se použije kyslík, oxidace kovu povede ke snížení kvality tónování.
Pro řezání hliníku lze použít jakékoli plynné médium. Ale pro práci se slitinami titanu nelze použít ani jeden, ani druhý, protože oba plyny začínají být absorbovány kovovým povrchem a tvoří křehkou vrstvu. U tohoto materiálu by měla být dána přednost laserovým zařízením pracujícím v heliu nebo vysoce čistém argonu.
Obecně platí, že jakékoli plynové laserové řezačky poskytují maximální vlnu záření, takže jsou žádané při zpracování plechu maximální tloušťky.

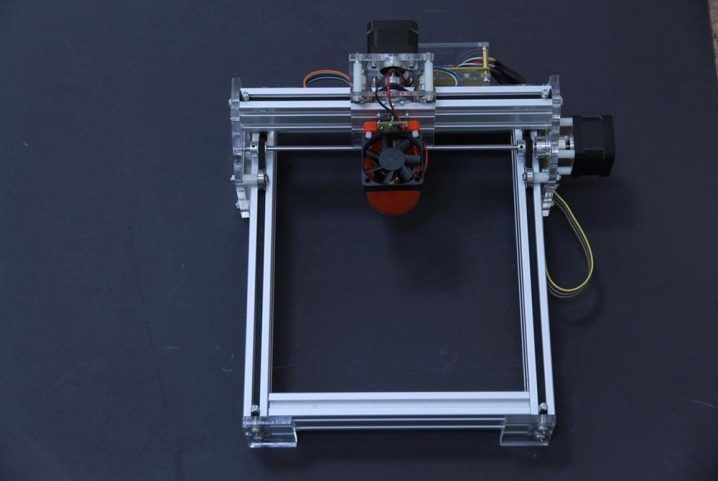
Optické vlákno
Vysoká účinnost a produktivita zařízení je zajištěna optickými laserovými zařízeními, často jsou implementována ve formě mini-strojů. Mají následující výhody.
- Kvalita vysokého paprsku. Řezná čára je tenčí a místo je menší, což obecně zlepšuje efektivitu práce.
- Vysoká řezná rychlost. Ve srovnání s plynem je to dvakrát tolik.
- Trvanlivost. Použití profesionálního optického laseru zajišťuje stabilní výkon až 100 tisíc hodin provozu zařízení.
- Zvýšená účinnost. Účinnost fotoelektrické přeměny při řezání optickými vlákny odpovídá 30 %, což je 2-3krát více než při řezání laserem v plynném prostředí.
- Nízké náklady na použití. Spotřeba energie instalací optických vláken nepřesahuje 30 % laserového řezání v plynové atmosféře.
- Minimální náklady na údržbu. Absence potřeby reflexních čoček ušetří spoustu peněz za údržbu stroje.
- Provoz takového zařízení není nijak zvlášť obtížný. Vzhledem k přenosu optického vlákna není potřeba upravovat parametry optické trasy.


Dioda
Hlavním pracovním prvkem diodové laserové řezačky je emitor ve formě polovodičového krystalu vytvořeného jako optický rezonátor. Kromě diody takový laser obsahuje specializované zařízení pro napájení ze sítě střídavého proudu. To umožňuje měnit parametry výstupního záření.
Konstrukce také počítá s teplotním čidlem a optickým zařízením, které může výrazně zvýšit monochromatičnost paprsku.
Diodový laser je však v parametrech koherence výrazně horší než ty plynové a optické. Ostření dává velkou divergenci, takže není možné soustředit energii na maximální objem. Jedinou výhodou takového zařízení je jeho relativní levnost ve srovnání se všemi ostatními modely.


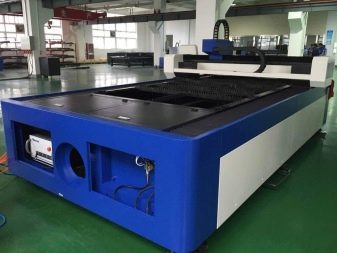
Pevné skupenství
Princip činnosti pevnolátkového laseru je podobný jako u plynového. Ale má také své vlastní vlastnosti. Na rozdíl od plynného prostředí se zde využívá aktivní prostředí pevných forem. Zpravidla se jedná o krystaly a různá skla, která se aktivují při kontaktu s prvky vzácných zemin. Takové lasery se vyznačují zvýšenou účinností, zatímco řada modelů je poměrně kompaktních rozměrů. Tyto hořáky produkují paprsky s vlnovými délkami, které dokážou zpracovat širokou škálu kovů a tlouštěk.


Populární výrobci
Dnes jsou na trhu laserové řezačky kovů od různých výrobců. Mezi zahraničními společnostmi na domácím trhu jsou velmi oblíbené výrobky továren umístěných v evropských zemích, USA a také v Japonsku a na Tchaj-wanu:
- Trumpf (Německo);
- Schuler (Německo);
- Trotec (Rakousko);
- Farley Laserlab (Austrálie);
- GCC (Tchaj-wan).

Výrobky čínské výroby navíc zaujímají velký podíl na trhu. Názor na něj je nejednoznačný, mnozí pochybují o jeho kvalitě.Některé značky s výrobními závody v Číně však fungují pomocí švýcarské technologie a pod přísnou kontrolou ze strany zákazníka. Vyrábí laserové řezací stroje s extrémně vysokými technickými a provozními vlastnostmi. Mezi tyto společnosti patří:
- Králičí;
- Wattsan;
- Bodor.


V Rusku vyrábějí laserové řezačky průmyslové podniky Semiconductor Devices, LOMO, Plasma a Inversion. Každý z nich nabízí určité typy laserových systémů. V naší zemi nejsou žádné podniky zabývající se výrobou všech typů laserových strojů současně.
Praxe ukazuje, že kvalita ruských fréz ponechává mnoho přání a nedosahuje strojů zahraničních společností. To je však plně kompenzováno jejich nízkou cenou.

Nuance výběru
Při výběru laserové řezačky na kov byste měli věnovat pozornost následujícím charakteristikám.
- Sortiment materiálů. Nejprve je nutné vzít v úvahu specifika podniku. Je důležité si ujasnit, z čeho jsou řezané díly vyrobeny a jakou mají tloušťku. Tyto faktory by měly být porovnány s technickými údaji stroje, velikostí pracovní plochy a provozními parametry zařízení.
- Napájení. Průměrný výkon všech laserových strojů se dnes pohybuje od 500 do 6000 wattů. Pokud plánujete řezat plechy o tloušťce menší než 6 mm, postačí vám 500-700W laserová řezačka. Pro práci se silnějším materiálem je třeba zvolit stroje s maximálním výkonem.
- Lanoví. U strojů s optickými vlákny je třeba věnovat pozornost spotřebnímu materiálu: servomotory, vodítka, řezací hlavy, chiméry a další. Kvalita a funkčnost těchto komponentů ovlivňuje přesnost a rychlost řezání laserem. Někteří bezohlední výrobci nedoplňují vybavení originálními komponenty, ale svými protějšky, aby snížili náklady. To může být pro kupujícího matoucí. Informace o původu spotřebního materiálu je proto nutné předem objasnit.
- Kvalita vybavení. V posledních letech je ve většině podniků tendence ke snižování výrobního cyklu. Mnoho firem, zejména těch, které nedávno vstoupily na trh, nevěnuje dostatečnou pozornost testování svých laserových řezaček před dodáním klientovi a neprovádí kontrolu kvality zařízení. Při výběru stroje je proto velmi důležité dbát na dostupnost testovacích služeb a předprodejní přípravu u výrobce.
- Servisní údržba. Při výběru zařízení je lepší upřednostňovat stroje těch výrobců, jejichž servisní služby jsou zastoupeny v oblasti použití. V opačném případě povedou jakékoli závady v průběhu provozu k dlouhodobým opravám a tím k výpadkům výroby.

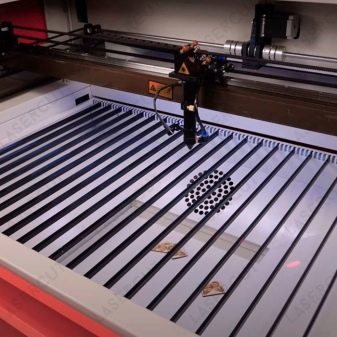
aplikace
Stroje na řezání kovů laserem jsou všestranné. A to se týká jak použitých materiálů, tak šíře výrobních možností. Zejména je lze použít pro řezání a gravírování kovů.

Nejběžnějším využitím laserového zařízení je řezání materiálu. Obráběcí stroje, ve kterých je hlavním řezným nástrojem laser, jsou v kovoobrábění rozšířeny. Umožňují vám vyrobit:
- jednotlivé prvky vnitřních a venkovních reklamních konstrukcí;
- kovové konstruktéry a puzzle;
- dekorační předměty;
- části pro modelování automobilů a letadel;
- suvenýry.


Laserové gravírování kovových výrobků dokáže z té nejjednodušší věci udělat neocenitelný dárek. Nejčistší rytina je získána pomocí laserového paprsku. Obrazy aplikované touto technikou mají neomezenou trvanlivost, nebojí se otěru, účinků kyselých alkalických roztoků, vody, ultrafialového záření a teplotních extrémů.
Pomocí počítačem řízeného laseru získáte obraz s maximálními detaily. Často se na kovových površích vytvářejí složité vzory a dokonce reprodukují fotografie.

Nejčastěji se laserová řezačka používá pro gravírování zapalovačů, pouzder na cigarety, šperků, studených a ručních zbraní, ale i dekorativních předmětů.
Pomocí laserového paprsku lze gravírovat nejen ploché, ale i konvexní povrchy. V tomto případě je k motoru stroje připojen specializovaný mechanismus fixace obrobku. Rotace motoru se přenese na obrobek, ten se začne pohybovat danou rychlostí a laserový paprsek aplikuje obraz ze všech stran.










Komentář byl úspěšně odeslán.