Vše o EDM strojích

Ruční zpracování materiálů s hustou strukturou je neproduktivní, protože vyžaduje hodně práce a nezaručuje vysokou přesnost. Mezi jednotky, které mohou do určité míry nebo zcela (v závislosti na typu a modelu) automatizovat práci, patří elektrické výbojové (EE) stroje. Nejsou tak známí, i když se vyznačují jedinečnými schopnostmi, což je pozitivně odlišuje od většiny jejich „kolegů“ v parku obráběcích strojů. O možnostech, principu činnosti a oblastech použití elektroerozivních jednotek vám povíme v prezentovaném materiálu.

Zařízení a princip činnosti
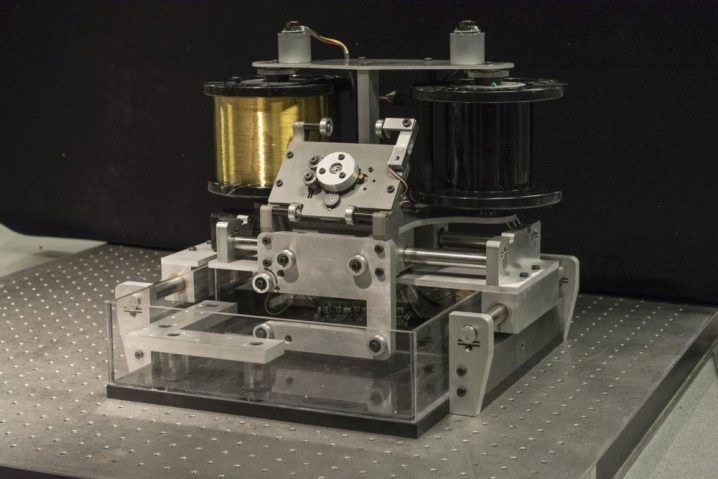
Moderní jednotka pro elektroerozivní obrábění kovů (EDM) obsahuje ve své struktuře několik jednotek.
-
Strážce bubnu.
-
Drátěný buben.
-
Pracovní stůl (pohyblivého) drátěného bubnu.
-
Koncové spínače pro nastavení přiložení navinutého drátu na cívku a klávesy pro změnu směru otáčení.
-
Úprava přívodu chladicí kapaliny dole a nahoře.
-
Ovládací panel jednotky.
-
Rozváděčové vybavení stroje.
-
Výškově nastavitelné kónické podpěry jednotky.
-
Litinová základna.
-
Montážní otvory.
-
Kolečko pro vertikální podávání horní objímky.
-
Sloupec.
-
Osvětlovací lampa.
-
Zařízení, které umožňuje naklonění drátu.
-
Spodní rameno se 2 otočnými válečky a jednou karbidovou elektrodou.
-
Stolní ochrana proti stříkající vodě.
-
Horní rameno se 3 otočnými válečky a 2 karbidovými elektrodami.
-
Kolečka pro podávání pracovního stolu.


Zvažme princip fungování elektroerozivních jednotek.
Sledované zařízení pracuje podle metody tzv. řízeného ničení kovových výrobků a obrobků jejich vystavením elektrickým výbojům. Před zahájením provozu elektroerozivní jednotky se obrobek uloží do speciálně k tomu určeného držáku a pevně se upevní. Poté je přiváděn elektrický proud - impulzivně, v samostatných výbojích.

V tomto případě je na stroji umístěna pouze jedna elektroda, protože samotný obrobek hraje roli 2. elektrody.
Jak můžete vidět, Princip činnosti elektroerozivních jednotek je poměrně jednoduchý a přímočarý... Tyto stroje umožňují snadnou změnu konfigurace, rozměrů, tvaru různých dílů a obrobků, pokud jsou vyrobeny z kovů s vysokou elektrickou vodivostí.

S tímto zařízením můžete pracovat s následujícími materiály:
-
kalená ocel;
-
chrom;
-
titan;
-
vysoce pevné slitiny;
-
grafit;
-
kompozitní materiály.

Díky použití tohoto zařízení pro zpracování dílů nebo obrobků je možné vyloučit mechanické působení na povrch materiálu.
Specifičnost principu jeho fungování navíc umožňuje upustit od potřeby používat rotační nebo jiné pohyblivé prvky.
Stroje jsou na trhu velmi žádané kvůli jejich mnoha pozitivním vlastnostem.
-
Vysoká úroveň automatizace. Operátor spravující zařízení může dle vlastního uvážení nastavit klíčové parametry zpracování: tlak, rychlost a mnoho dalšího. Poté bude jednotka pracovat v automatickém režimu.
-
Všestrannost.Kromě svého specifického účelu může být používán stejně pro dokončovací práce, pro objemové kopírování, řezání a další operace.
-
Spolehlivost a dlouhá životnost.
-
Produktivita. Moderní stroje zaručují vysokou kvalitu zpracování produktů v krátkém čase.
-
Vysoký stupeň zabezpečení. Výrobci dělají vše pro to, aby minimalizovali rizika vyplývající z používání jejich zařízení.
-
Všechny tyto výhody jsou mimořádně významné, ale jsou charakteristické pouze pro zařízení od spolehlivých výrobců.


Ale jsou tu i nevýhody.
-
Při práci je zapotřebí vodní dielektrikum, což v některých situacích znemožňuje použití elektroerozivní jednotky nebo komplikuje její provoz.
-
Přesnost stroje a drsnost hotového povrchu ovlivňuje několik faktorů, které nelze vždy ovlivnit.
-
Stále není možné přesně předpovědět stupeň opotřebení a celkovou spotřebu elektrod.
-
EDM stroje, včetně stolních mini-strojů, nejsou levné. Jejich použití má smysl tehdy, když úkoly, které se pomocí nich řeší, vyžadují časté zajišťování. Nebo když je výroba spojena s drahými výrobky, materiály a neexistuje způsob, jak úplně změnit jednotku, náhradní díl a podobně. Například u drahého mechanismu je třeba odstraňovat prasklé kohoutky nebo v autoservisu neustále odstraňovat prasklé šrouby náboje a podobně.

V tomto případě se nákup EDM jednotky rychle vyplatí.
Popis druhů
Po domluvě
Podle účelu se erozní kameniva dělí na několik typů.
-
Sešívací a kopírovací sešívací jednotky. Cvičeno pro děrování a značení dílů, vytváření děr, včetně hlubokých děr. Potápěcí stroje mohou vyrábět objemové produkty - pro obnovení projekce kresby na kov se submikronové úrovni konvergence. Praxe v lékařském, telekomunikačním a leteckém sektoru.


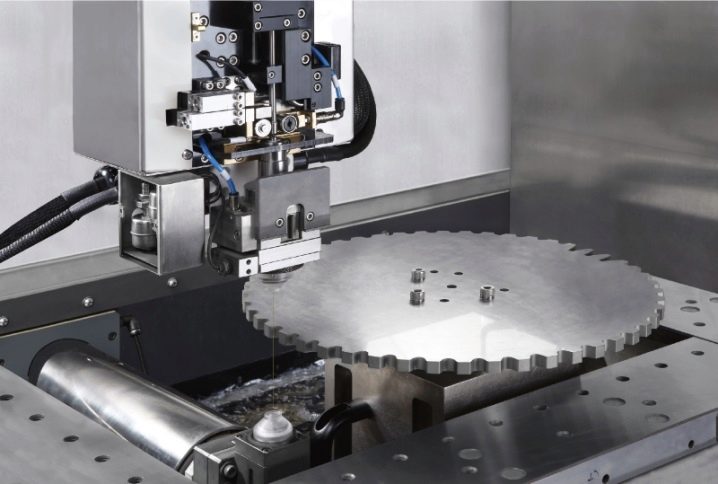
- Dráty řezané agregáty. Pracují s produkty složité konfigurace z masivních materiálů. Mohou provádět operace, které nejsou k dispozici pro frézky: řezat malý polotovar tam, kde není možné připevnit frézu. Praktikováno při tvorbě nástrojů pro automobilový průmysl a přístrojový průmysl. Jednotka může úspěšně provádět jak předběžné operace, tak konečnou povrchovou úpravu, která vyžaduje vysokou přesnost, dílů vyrobených z různých elektricky vodivých materiálů včetně tvrdých slitin.

- Supervrtáky elektroerozivního principu působení. V podstatě se jedná o elektroerozivní vrtací jednotku – místo obvyklých zařízení v podobě záhlubníků a závitníků se k vytváření hlubokých děr používají trubicové elektrody. Umožňují získat ultratenké otvory jakékoli hloubky v ultrapevných materiálech.


- Vysokorychlostní pilové jednotky. Jako elektroda se používá měkká kovová páska. Jsou schopny řezat jakýkoli elektricky vodivý materiál bez ohledu na jeho pevnost a tvrdost, aniž by došlo k deformaci obrobku. Praxe v experimentálních laboratořích, metalurgii, leteckém průmyslu.


Způsobem získání výboje
Podle způsobu získávání elektrického výboje jsou stroje rozděleny do několika druhů.
-
Jiskra. Nízký výkon, přesné řezání. Praktikováno pro přesné obrábění výrobků.
-
Puls. Zvýšená energie výboje snižuje přesnost a zvětšuje plochu tepelného zpracování. Praktikováno při obrábění velkých rovin bez požadavků na přesnost.
-
Elektrický oblouk. Poskytuje vysokou produktivitu a kalení součástí. Nácvik práce s velkými díly. Vyžaduje dokončovací broušení nebo leštění.


Špičkoví výrobci
Výrobci jednotek tohoto typu jsou asijské i evropské země. Přestože stroje od různých výrobců slouží stejnému účelu, velmi se liší ve funkčnosti a ceně.
Pokud je zařízení z Číny a Jižní Koreje mnohem levnější než evropské zařízení, pak to druhé vyrábí výrobci na vyšší kvalitativní úrovni s vyšší úrovní automatizace pracovních procesů.
"ARTA"
Tuzemští výrobci vyrábějí přesná zařízení "ARTA" pro EEZ z kovů. NPK "Delta-Test" je dnes považován za lídra v Ruské federaci ve výrobě zařízení tohoto typu. Výrobou nových jednotek společnost modernizuje zařízení dříve ve výrobě.

Sodick
Na trhu s moderním vybavením je tato společnost známá výrobou CNC drátových řezacích EDM strojů. Zařízení této společnosti s vysokými technologickými vlastnostmi se používá pro zpracování kovů s vysokým (vyšším než u železa) bodem tavení a monokrystalických materiálů. Pomocí těchto jednotek se vyrábí děrované trubky a panely, pracovní části kopírovacích strojů, razidla s trojrozměrnými měřicími profily a cermetová razidla. Profesionálové používající toto zařízení snadno zvládnou vytvářet vačky a jejich prototypy, elektrody-nástroje pro kopírovací a sešívací jednotky.


Mitsubishi
Drátěný řezací stroj Mitsubishi MV1200S umožňuje provádět nejsložitější práce na elektrickém výbojovém obrábění výrobků libovolné konfigurace, vyrobených z různých vodivých materiálů. Při aktivním provozu tohoto obráběcího stroje v moderní výrobě přinášejí náklady na jeho pořízení v krátké době pozitivní efekt.

Agie
Zařízení Agie EDM se vyrábí ve Švýcarsku a úspěšně konkuruje jiným podobným modelům. Díky svým malým rozměrům může tato jednotka provádět nejsložitější práce na zpracování karbidových dílů pro různé účely v režimu automatického řízení.

Příslušenství a spotřební materiál
EDM stroje jsou high-tech zařízení. Pro zvýšení přesnosti zpracování a pohodlí práce si však můžete zakoupit příslušenství:
-
upínací zařízení - nosné upínače, 3osé ovládací zařízení, svěráky, sklíčidla;
-
desktopový rámec;
-
upevňovací pásky;
-
nastavitelné desky;
-
rohové bloky;
-
držáky elektrod a další součásti.
Pro výrobu vysoce kvalitních dílů vyrobených ze zvláště pevných kovů jsou vyžadovány následující spotřební materiály pro elektroerozivní jednotky:
-
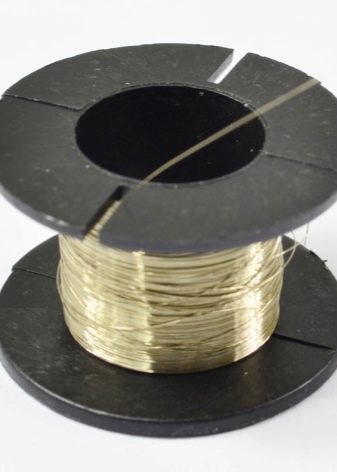
mosazný drát (volba se zinkovým nástřikem je povolena) o průřezu 0,1, 0,2, 0,25 mm;
-
molybdenový drát o průřezu 0,14 milimetrů (vyrábí se ve svitcích po 200 metrech, každý o hmotnosti 32 kilogramů);
-
mosazná nebo měděná trubka (elektroda) o průměru 0,5 až 6 milimetrů a délce 30 až 40 centimetrů, mosaz může mít jeden až 3 otvory;
-
modulární trubky pro chladicí kapalinu, které jsou vyrobeny z vysoce kvalitních polymerů.

Dielektrická kapalina
Používá se k čištění výrobku od mikročipů po erozi. Dielektrická kapalina slouží k několika účelům. Funguje jako polovodič mezi obrobkem a elektrodou pro udržení stabilních a kontrolovaných podmínek jiskrové ionizace. To je nezbytné pro udržení stabilní teploty elektrody, obrobku a pracovního stolu.
A také se používá dielektrická kapalina k odplavení zbytků popela vzniklého při zpracování.

Filtry
Řezání jednotlivých materiálů rychle ucpe filtry. Například při řezání vyrobených produktů práškovým nástřikem může být vnitřní kapsa naplněna volně tekoucím, neslinutým kovovým práškem. Jeho náhlé uvolnění do kapaliny může ucpat filtr.

Iontoměničová pryskyřice
Při úpravě EE se k čištění dielektrika (vody) v agregátech používá deionizační (iontoměničová) pryskyřice. Jeho struktura je poměr mezi výškou vrstvy kationtu a aniontu. V závislosti na této bilanci (především) se určuje životnost a kvalita čištění dielektrika (vody) použitého v jednotce.

Oblasti použití
Prezentovaná skupina jednotek je určena pro prostorové obrábění kovů s nejvyšší přesností. Stroj provádí konturování mechanismů, dílů, sestav z materiálů s vysokou elektrickou vodivostí. Jedná se o ocel, měď, hliníkové předvalky různé tvrdosti, neželezné kovy, tvrdé slitiny.

Drátově řezané EDM jednotky se praktikují pro výrobu zařízení, nástrojů, dílů se složitou geometrickou konfigurací: kopírky, tvarové řezačky, soustružnické vačky, raznice, razníky, kontinuálně používané v podmínkách hromadné i malosériové výroby. Klíčovým konstrukčním prvkem tohoto zařízení je použití souřadnic na lineárních motorech s přesným kolejnicovým vedením.


Stroje jsou vybaveny přesnými lineárními snímači. To umožňuje dosáhnout nejvyššího stupně přesnosti při vytváření zvláště kritických dílů.
Pokud mluvíme o děrovacích elektroerozivních jednotkách, pak se obvykle používají tam, kde je vyžadováno označení výrobku nebo je vyžadováno vytvoření technologických otvorů.















Komentář byl úspěšně odeslán.