Hloubkoměr: co to je? Zařízení a princip činnosti

V mnoha odvětvích stavebnictví a výroby, jako je výroba a zpracování dílů, frézování, soustružení, instalatérství a klenotnictví, se používají vysoce přesné měřicí přístroje. Jedním z nich je hloubkoměr.


co to je?
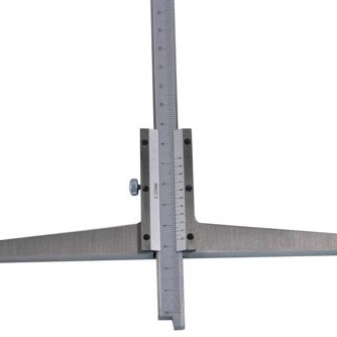
Toto zařízení je konstrukčně podobné známějšímu nástroji - posuvnému měřítku. Má užší specializaci než posledně jmenovaný a je určen pouze pro lineární měření drážek, drážek a říms v jednom směru - do hloubky. Z tohoto důvodu nemá hloubkoměr houbičky.
Měření se provádí zasunutím konce měřicí tyče do drážky, jejíž hloubku je nutné určit. Poté byste měli posunout rám podél hlavní stupnice na tyči. Poté, když je rám ve správné poloze, musíte určit hodnoty jedním ze tří možných způsobů (viz níže).


Existují 3 typy čtení ze zařízení podle tří odpovídajících modifikací:
- noniem (hloubkoměry typu SHG);
- na kruhové stupnici (SHGK);
- na digitálním displeji (SHGT).
Podle GOST 162-90 mohou mít přístroje tří uvedených typů měřicí rozsah až 1000 mm. Běžné rozsahy jsou 0-160 mm, 0-200 mm, 0-250 mm, 0-300 mm, 0-400 mm a 0-630 mm. Při nákupu nebo objednání noniusu hloubkoměru zjistíte jeho rozsah podle odpovídajícího konvenčního označení. Například model měřící hloubku od 0 do 160 mm s odečtem na kruhové stupnici bude mít označení SHGK-160.



V závislosti na zařízení zařízení jsou důležité parametry, také regulované GOST, následující.
- Hodnoty čtení nonie (pro modifikace typu ShG). Může se rovnat 0,05 nebo 0,10 mm.
- Dělení kruhové stupnice (pro ShGK). Nastavené hodnoty jsou 0,02 a 0,05 mm.
- Krok diskrétnosti digitálního čtecího zařízení (pro ShGT). Obecně uznávanou normou je 0,01 mm.
- Měření délky rámu. Ne méně než 120 mm. U modelů s měřicím rozsahem do 630 mm nebo více je požadované minimum 175 mm.
V technických podmínkách stanovených GOST jsou stanoveny normy přesnosti tohoto zařízení. U přístrojů s noniusem je odchylka mezi 0,05 mm a 0,15 mm, v závislosti na rozsahu měření. Zařízení s kruhovou stupnicí mají povolenou chybu 0,02 - 0,05 mm a digitální - ne více než 0,04 mm.
Tyto normy se přitom nevztahují na mikrometrické modely, se kterými je možné provádět měření s přesností na tisíciny milimetru.

přístroj
Jak je uvedeno výše, hloubkoměr má měřicí tyč, na které jsou vyznačeny dílky hlavní stupnice. Jeho konec se opírá o vnitřní povrch měřené prohlubně. Modely SHG mají rám, v jehož drážce je umístěn nonius - zásadně důležitá jednotka, která je k dispozici i v provedení posuvných měřítek, mikrometrů a dalších přesných měřicích přístrojů. Podívejme se blíže na popis tohoto uzlu.
Pokud je účel stupnice hlavní činky snadno pochopitelný - funguje jako běžné pravítko, pak nonie zkomplikuje proces měření, ale umožňuje mnohem přesněji určit lineární rozměry, až na setiny milimetru.


Nonius je další pomocná stupnice - aplikuje se na okraj štěrbiny rámu, kterou lze posouvat po liště a kombinovat rizika na ní s riziky na noniu.Myšlenka kombinace těchto rizik je založena na pochopení skutečnosti, že člověk si může snadno všimnout shody dvou divizí, ale je pro něj docela obtížné vizuálně určit zlomek vzdálenosti mezi dvěma sousedními divizemi. Měří-li cokoliv obyčejným pravítkem s dílkem 1 mm, nedokáže určit délku, pouze zaokrouhlí na celé (v milimetrech).
V případě nonie je celočíselná část požadované hodnoty určena nulovým dělením nonie. Pokud toto nulové dělení ukazuje jakoukoli hodnotu mezi 10 a 11 mm, celá část se považuje za 10. Zlomková část se vypočítá vynásobením hodnoty dělení nonie číslem značky odpovídající jednomu z dílků na tyči.


Historie vynálezu nonia sahá až do starověku. Tato myšlenka byla poprvé formulována v 11. století. Zařízení moderního typu bylo vytvořeno v roce 1631. Později se objevil kruhový nonius, který je strukturován stejně jako lineární - jeho pomocná stupnice je ve tvaru oblouku a hlavní je ve tvaru kruhu. Ukazovací čtecí zařízení v kombinaci s tímto mechanismem usnadňuje a zpříjemňuje zjišťování odečtů, což je důvodem pro použití noniových hloubkoměrů s kruhovou stupnicí (SHGK).
Takto funguje mechanická verze hloubkoměru. V poslední době jsou rozšířena digitální zařízení ShGT, jejichž charakteristickým rysem je elektronické čtecí zařízení se senzorem a obrazovkou pro zobrazování hodnot. Napájení zajišťuje baterie.


Typy a modely
Výše byly pojmenovány pouze hlavní druhy hloubkoměrů s noniusem a bez něj. Nyní budeme zvažovat specializované úpravy, z nichž každá má své vlastní vlastnosti v závislosti na rozsahu aplikace. Kromě uvedených se používá indikátorový hloubkoměr (s číselníkovým úchylkoměrem), označený označením GI, dále GM - mikrometrický hloubkoměr a univerzální verze s vyměnitelnými měřicími vložkami.
Typy struktur a výběr konkrétního modelu závisí na následujících faktorech:
- v jakém rozmezí je hodnota hloubky drážky (drážky, vývrtu), kterou je nutné měřit;
- jaké jsou rozměry a tvar jeho průřezu.



Pro malé hloubky, jejichž měření vyžaduje vysokou přesnost (až 0,05 mm), se používají modely typu ShG160-0-05. Pro střední drážky jsou lepší možnosti s širším rozsahem, například ShG-200 a ShG-250. Z konkrétních modelů tohoto typu: Norgau 0-200 mm - 0,01 mm chybová hranice pro elektronické verze, existují levnější nonius.
Při provádění zámečnických a soustružnických prací souvisejících se zpracováním drážek a vrtů nad 25 cm se používají hloubkoměry ShG-400, které stále umožňují zachovat přesnost na setiny milimetru. Pro drážky 950 mm a více existují i normy pro hloubkoměry se širokým rozsahem měření, nicméně GOST v tomto případě povoluje limit chyby do desetiny milimetru.
Pokud to nestačí, je lepší použít mikrometrické přístroje.

Specifickými vlastnostmi modelů hloubkoměrů, na které byste si při nákupu měli dát pozor, je tvar zakončení prutu. V závislosti na tom, zda chcete měřit hloubku a tloušťku drážky nebo úzkých otvorů, můžete zvážit modely s háčkovým koncem nebo s měřicí jehlou. Krytí IP 67 zajišťuje voděodolnost přístroje, což je důležité především u modelů s elektronikou.
Pokud potřebujete digitální nástroj, který je pohodlnější než nonius, máte na výběr z řady zahraničních i tuzemských výrobců. Například známá firma Carl Mahr (Německo), její modelová řada Micromahr se osvědčila s úpravami MarCal 30 EWR s výstupem dat, MarCal 30 ER, MarCal 30 EWN s háčkem. Své produkty do Ruska dodává i další oblíbená německá značka Holex. Z tuzemských značek jsou známé CHIZ (Čeljabinsk) a KRIN (Kirov).



K jakým měřením se používají?
Jak vyplývá z výše uvedeného, účelem hloubkoměru je změřit hloubku prvků dílů zasunutím konce tyče do drážky nebo drážky. Je nutné, aby konec tyče snadno vstoupil do zkoumané oblasti a těsně přiléhal k povrchu součásti. Proto jsou tyče vyrobeny ze slitiny zvýšené tvrdosti a pro složité drážky a úzké jímky se používají speciální vložky - měřicí jehly a háčky - ze stejných materiálů.
Tento nástroj se používá v případech, kdy je nutné získat přesnou velikost a použití posuvného měřítka nebo mikrometru je nemožné kvůli specifikům tvaru součásti. Zároveň je důležité porozumět tomu, jak zařízení funguje, a sledovat efektivitu jeho používání. Existuje jednoduchý test přesnosti: proveďte několik měření za sebou a porovnejte výsledky.

Pokud je rozdíl několikanásobně větší než povolená mez chyby, došlo k chybě při měření nebo došlo k závadě zařízení. Pro kalibraci je třeba postupovat podle kroků popsaných v metodice ověřování schválené společností GOST.
- Připravte přístroj na kalibraci tak, že jej umyjete, abyste odstranili prach a nečistoty saponátem.
- Ujistěte se, že navenek splňuje požadavky normy, díly a měřítko nejsou poškozeny.
- Zkontrolujte, zda se rám volně pohybuje.
- Zjistěte, zda jsou metrologické charakteristiky v souladu s normou. V první řadě se jedná o limit, chybu, rozsah měření a délku vyložení ráhna. To vše se kontroluje pomocí dalšího známého pracovního zařízení a pravítka.

Přestože u mechanických hloubkoměrů dle GOST je deklarována mez chyby do setin milimetru, pokud potřebujete zaručenou přesnost, doporučuje se použít hloubkoměr s čtecím zařízením digitálního typu.
Při použití levného přístroje můžete stále narazit na nepřesnosti při měření - pak je nejlepší použít metodu popsanou výše a konečným výsledkem je vzít v úvahu aritmetický průměr všech získaných hodnot.

Jak používat?
Princip měření zahrnuje několik praktických pokynů, které by měly být použity pro získání přesných výsledků. Při měření upevněte rám šroubem, který je navržen tak, aby se nechtěně nepohnul. Nepoužívejte nástroje s poškozenou tyčí nebo noniem (u digitálních zařízení může dojít ke složitějším poruchám) nebo s porušenou nulovou značkou. Počítejte s tepelnou roztažností dílů (nejlépe provádět měření při teplotě blízké 20 C).
Při měření mechanickým hloubkoměrem pamatujte na hodnotu dílku. U většiny modelů je to 0,5 nebo 1 mm pro hlavní stupnici a 0,1 nebo 0,5 mm pro nonius. Obecnou zásadou je, že číslo dílku nonia, které se shoduje se značkou hlavní stupnice, je třeba vynásobit jeho cenou dílku a poté přičíst k celé části požadované hodnoty.
Je mnohem jednodušší pracovat s digitálními zařízeními SHGT. Výsledek můžete jednoduše přečíst z obrazovky. Jejich kalibrace také není složitý postup, stačí stisknout tlačítko, které nastaví digitální váhu na nulu.


Existuje několik pravidel pro používání a skladování zařízení, aby se zabránilo jejich předčasnému selhání:
- vniknutí prachu a pevných částic mezi rám a tyč může způsobit jeho zaseknutí, proto mějte nástroj v pouzdře;
- životnost mechanických zařízení je delší než u digitálních a ty vyžadují opatrnější zacházení;
- čtecí počítač a displej nesmí být vystaveny otřesům a otřesům;
- pro správnou funkci musí být tyto součásti napájeny z baterie s normální úrovní nabití a/nebo z funkčního zdroje napájení.
V dalším videu najdete přehled hloubkoměru ShGTs-150.










Komentář byl úspěšně odeslán.