Vše o Larsen Dowels

Počátek dvacátého století byl ve znamení velkého množství objevů a vynálezů v oblasti inženýrských věd a techniky. V roce 1902 učinil inženýr z Brém (Německo) Trigve Larsen zajímavý postřeh: jsou-li kovové pásy ohnuty ve formě žlabu, lze je snýtovat, takže vznikne souvislý povrch. Technická inovace byla patentována v roce 1910 a brzy závod Tyssen zahájil výrobu těchto produktů, pojmenovaných po německém vynálezci.


co to je?
Štětovnice - Štětovnice Larsen jsou speciální profilový profil se zaoblenými hranami - zámky, které lze vzájemně spojovat a tvoří téměř neprostupný povrch. Přítomnost drážek umožňuje připojit několik prvků najednou, aniž by bylo nutné použití svařování.
Aplikace
Dnes se štětovnice úspěšně používají pro:
- oplocení rybníků, nádrží, přehrad, zdymadel;
- ochrana proti rozpadání a zřícení stěn základových jam, příkopů, základů;
- izolace míst, kde jsou skladovány agresivní látky (například skládky a kolektory), dále silnice a železnice;
- posílení oblastí půdy náchylných k sesuvům půdy;
- výstavba stěn v tunelech, podzemních parkovištích, garážích;
- zařízení pro odvodňovací zařízení;
- vytváření zvukotěsných stěn (například kolem hlučných dálnic);
- uspořádání odvodňovacích kanálů kolem silnic;
- výstavba nádrží pro sběr podzemní vody;
- stejně jako při stavbě kotvišť, mostů, přehrad.



Specifikace
Pevnostní charakteristiky štětovnic musí být minimálně 1497 MPa. Hmotnost 1/lm se může v závislosti na typu štětovnice pohybovat od 53 do 140 kg. Metr čtvereční váží od 78 do 252 kg. Výrobci vyrábějí štětovnice v různých velikostech: délka může být od 5 do 22 metrů. Cenové parametry závisí na hmotnosti hromady a pohybují se od 58 710 do 64 000 rublů za tunu. Náklady na běžný metr se zpravidla neurčují.


Specifickou vlastností štětovnic Larsen je obrat - počet možných ponorů a zářezů, které jeden profil vydrží při zachování provozních vlastností. Tento parametr závisí na kvalitě výchozího materiálu. Kromě toho je důležité:
- délka profilu (krátký obrat je vyšší);
- kvalifikace a respekt montérů;
- použité vybavení;
- přítomnost svařování ve spojích profilů;
- stav zeminy, do které je štětovnice zavážena.



Průměrně se předpokládá počet potápěčských cyklů sedm, nicméně v závislosti na výše uvedených podmínkách může tato hodnota kolísat nahoru nebo dolů až o 50 %. V současné době neexistuje jednotná státní norma upravující vlastnosti a technické podmínky pro výrobu štětovnic Larsen. Výrobci se obvykle řídí několika GOST: 4781 - 85, 7566 - 2018, 7565 - 81 a dalšími regulačními dokumenty, které určují složení materiálu, podmínky pro testování výrobků a další parametry.

Přehled druhů
Štětovnice lze rozdělit podle několika kritérií - materiálu, ze kterého jsou vyrobeny, a tvaru zámku.
Podle druhu materiálu
Podle druhu materiálu použitého k výrobě se štětovnice dělí na kovové a plastové, v některých případech jsou železobetonové nebo dřevěné.
Kovové hromady
V současnosti jsou nejrozšířenější kovové piloty. Zpravidla jsou vyráběny z nízkouhlíkových ocelí běžné jakosti typu St3kp (GOST 380 - 2005). Chemické složení tohoto materiálu zahrnuje: uhlík od 0,14 do 0,22%, křemík - méně než 0,05%, mangan od 0,3 do 0,6%, nikl a chrom - do 0,3%, dusík a arsen - ne více než 0,008%, měď až do 0,3 %, škodlivé nečistoty - síra do 0,055 %, fosfor do 0,04 %, zbytek tvoří železo.


Mechanické vlastnosti St3kp jsou následující: pevnost v tahu: 363 - 460 MPa, mez kluzu: 190 - 233 MPa, relativní kontrakce: 22 - 25 %. Teplotní režim, který si zachovává deklarované provozní vlastnosti, se pohybuje od -40 C do +400 C.
Z hlediska pevnostních vlastností materiál plně vyhovuje požadavkům, navíc nízký obsah uhlíku přispívá k dobré svařitelnosti. Důležitým parametrem je relativně nízká cena takových kovů.
Podle technologie výroby se ocelové piloty dělí na:
- válcované za tepla a za studena;
- svařované;
- kombinovaný.

Válcování je změna tvaru obrobku pomocí rotujících hřídelí určitého profilu. V závislosti na teplotním režimu existují dva hlavní typy tohoto technologického procesu. Válcování za tepla zahrnuje zahřátí předvalku nad teplotu rekrystalizace, aby se usnadnil proces plastické deformace. Válcování za studena se provádí při pokojové teplotě, v důsledku čehož dochází ke zpevnění povrchové vrstvy v důsledku tvorby deformačního zpevnění - změny tvaru kovového zrna.

Podle účelu se rozlišuje pět hlavních typů válcovacích stolic, z nichž jedna - sekční - je určena pro výrobu štětovnicových profilů, ale i jiných tvarových profilů.
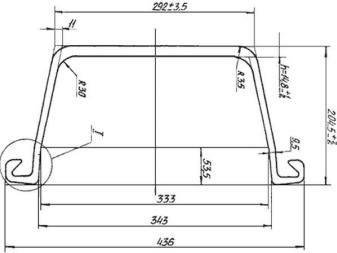
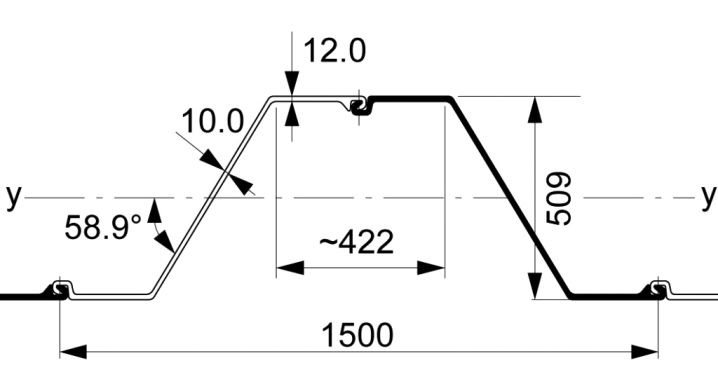
Tvary profilů, které může mít jazyk Larsen, jsou velmi rozmanité: ploché, hranaté, žlabové, I-nosníky, Z, S, kombinované, vyztužené atd.

Nejběžnější je profil ve tvaru koryta. Plochý pero se používá v případech, kdy kotvení není použitelné, stejně jako při oplocení oblých ploch. Ke spojení pilot se používají speciální rohové prvky. V některých případech se vyrábějí minihmoždinky. Výběr profilu se provádí v závislosti na úkolech a na základě projektu.

Plastové hromádky
V posledních letech se spolu s ocelí stále více používají plastové hmoždinky Larsen. K jejich výrobě se zpravidla používá polyvinylchlorid (PVC). Technologický postup takových profilů se nazývá extruze. Jeho podstata spočívá v protlačování měkkého polymeru (směs - "surové" PVC) otvory dané velikosti a tvaru (extruder). Nezbytnou podmínkou pro tento provoz je ohřev na teplotu 80 - 120C.


Složení surového PVC, které zahrnuje:
- barvicí složky (nejčastěji se k získání bílé a hnědé barvy používá oxid titaničitý a oxid železa);
- pomocné látky, které zajišťují mazání - možnost neomezeného průchodu směsi mezi kovovými povrchy extrudéru;
- plniva zaváděná do kompozice směsi za účelem úpravy fyzikálních a mechanických vlastností;
- změkčovadla, pomocí kterých je zajištěna odolnost vůči negativním teplotám a zvýšení elasticity;

Ve srovnání s ocelovými štětovnicemi se plastové výrobky vyznačují:
- odolnost proti korozi;
- nízká hmotnost, díky čemuž se snižují náklady na přepravu a instalaci;
- nízké náklady na profil;
- odolnost vůči sezónním změnám teploty;
- elektrická neutralita;
- atraktivní vzhled, který umožňuje použití profilu v krajinném designu.

Mezi nevýhody patří:
- vysoký koeficient tepelné roztažnosti (při nedodržení tepelných vůlí hrozí zničení konstrukce);
- nižší hodnoty pevnosti ve srovnání s ocelí;
- relativně nízká odolnost vůči ultrafialovému záření.
Podle tvaru hradu
Kromě profilu se pero-drážkové piloty klasifikují podle tvaru zámku. Kromě toho existují další piloty, které nemají zámky, stejně jako úpravy, které používají svařování. Tyto profily lze vzájemně kombinovat a zajistit tak pevnější spojení. V zemích bývalého SSSR se rozšířily štětovnice ruské, ukrajinské výroby, ale i dodávané z evropských států. Dnes jsou nejčastější tři typy: L4, L5, L5-UM.

L4
|
Typ jazyka |
Stupeň materiálu |
Užitná šířka, mm |
Hmotnost běžného metru, kg |
Hmotnost na metr čtvereční, kg |
Pevnost stěny, kN / m |
Prevalence na trhu |
|
L4 |
St3kp, 16HG * |
405 |
74 |
182,7 |
517 |
vysoký |
- L5
|
Typ jazyka |
Stupeň materiálu |
Užitná šířka, mm |
Hmotnost běžného metru, kg |
Hmotnost na metr čtvereční, kg |
Síla stěny, kN / m |
Prevalence na trhu |
|
L5 |
St2kp, 16HG * |
420 |
100 |
216,4 |
696 – 800 |
velmi vysoko |
- L5-UM
|
Typ jazyka |
Stupeň materiálu |
Užitná šířka, mm |
Hmotnost běžného metru, kg |
Hmotnost na metr čtvereční, kg |
Síla stěny, kN / m |
Prevalence na trhu |
|
L5-UM |
St3sp |
500 |
113,88 |
227,8 |
835 |
dost vysoko |
* Ocel 16HG - nízkolegovaná ocel obsahující cca 0,16 % uhlíku, 1 % manganu a křemíku, zbytek tvoří železo a nečistoty; mechanické a provozní vlastnosti jsou blízké v St3kp.
Metody potápění
Stavba štětového plotu začíná posouzením staveniště, zejména přítomností geologických rizik. Poté se provede projekt, na jehož základě se pomocí specializovaných programů provádějí matematické výpočty. To dovoluje:
- vypočítat požadovaný úsek piloty;
- určit požadovanou hloubku ponoření;
- vydat doporučení pro přijetí dalších opatření (podle potřeby).


Pro návrh plotu se obvykle používá metoda rovnováhy půdy s přihlédnutím k zatížením, která na něj působí uvnitř a vně, protože tlaková rovnováha je během výkopu narušena.
Při výpočtu štětovnic se používá Blum-Lomeyerova metoda (graficko-analytická metoda) zohledňující aktivní a pasivní tlak zeminy a vody, hloubku jámy a vertikální velikost štětovnic.
Kromě toho máme nutně na mysli typ štětových stěn, které mohou mít dva typy konstrukce:
- Kotva;
- bez kotvy.

Při použití štětovnicových stěn typu kotvy by měl být bod obratu piloty umístěn na dně výkopu, u typu bez kotvy, v místě, kde bude osazena výztuha pro kotvu.
Hodnota hloubky ponoření hromady závisí na kvalitě půdy: v přítomnosti bahnité, písčité, hlinité látky se tento parametr odebírá ze 2 metrů, pro husté půdy - od 1 metru. Jako vodicí dokument se používá norma STP 139 - 99 vyvinutá institutem Gipromoststroy.
Po výpočtu je popsána technologie ponoru. Pokládku hromady lze provést třemi způsoby:
- odsazením;
- šoková metoda;
- pomocí vibračního zařízení.

Podstatou prvního způsobu je zavádění pilot do půdy pomocí statického stlačení pomocí specializovaného zařízení. Tato metoda je nejméně produktivní, ale uznávaná jako nejbezpečnější a nejšetrnější (žádný hluk a vibrace).
Druhá metoda je naopak velmi účinná, jsou zde však škodlivé faktory: vysoké vibrace a hlukové pozadí, vytvářející nebezpečí pro komunikace, které se mohou nacházet v blízkosti pracoviště, proto se doporučuje předvrtat „vedoucí“ „studny.

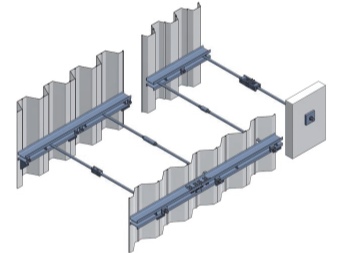
Vibrační ponor (často v kombinaci s erozí) by se měl používat v místech s hustou zástavbou a také v přítomnosti volných půd nasycených vodou. Podstatou metody je snížení vibrátoru kvůli jeho hmotnosti a amplitudě vibrací. Provádění prací na instalaci štětovnic se řídí příslušnými dokumenty. Pořadí práce zahrnuje několik operací.
- Označení polohy hromádek na zemi.
- Instalace (upevnění) vibrátoru na hromadu.
- Upevnění jazyka kabelem.
- Umístění hromady do vodiče.
- Spouštění štětovnice do země do předem stanovené hloubky.
Dopravu štětovnic je možné provádět jakýmkoliv způsobem odpovídající nosnosti.
Důležitou podmínkou je potřeba jejich spolehlivého upevnění - pro tento účel se používají těsnění. Hromady lze skladovat jak ve skladech, tak i venku.
Jak extrahovat?
Demontáž pilot není povinná operace - v některých případech jsou „zakopány“ do konstrukce. Nicméně těžba štětovnic může často přinést hmatatelné ekonomické výhody, protože v tomto případě se předpokládá jejich opětovné použití.
Pro provedení práce byla vyvinuta technologie založená na využití vibrací. Současně se znatelně snižují třecí síly vznikající na boční ploše pera. V některých případech (na lehkých písčitých půdách, s krátkými hromadami) je možné štětovnice hloubit pouze jeřábem.

Co je Larsen pero a drážka, viz video níže.






Komentář byl úspěšně odeslán.