Klasifikace a výběr svařovacího drátu

Svařovací práce mohou být automatické i poloautomatické a lze je provádět s různými materiály. Aby byl výsledek procesu úspěšný, má smysl použít speciální svařovací drát.


Co to je a k čemu to je?
Plnicí drát je kovové vlákno, obvykle navinuté na cívce. Definice tohoto prvku naznačuje, že přispívá především k vytvoření pevnějších švů, bez pórů a nerovností. Použití filamentu zajišťuje výrobu s minimálním množstvím zmetků a také s nízkou úrovní tvorby strusky.
Zařízení je upevněno v podavači, poté je drát dodáván do svařovací oblasti buď v automatickém nebo poloautomatickém režimu. V zásadě lze podávat i ručně jednoduchým vyrolováním cívky.
Na přídavný materiál jsou kladeny požadavky nejen na kvalitu, ale také na vhodnost zpracovávaných dílů.
Přehled druhů
Klasifikace svařovacího drátu se provádí v závislosti na charakteristikách, vlastnostech a úkolech, které mají být provedeny.
Po domluvě
Kromě drátů pro všeobecné použití existují také druhy pro speciální podmínky svařování. Jako možnost kovový závit lze navrhnout pro postup s nuceným vytvořením svaru, pro práci pod vodou nebo pomocí technologie lázně. V těchto případech musí mít drát buď speciální povlak, nebo speciální chemické složení.

Podle struktury
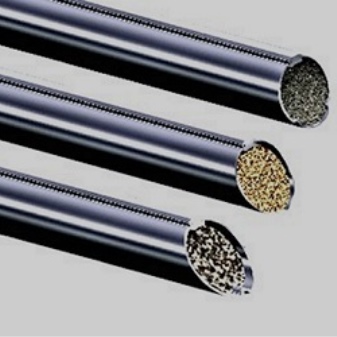
Podle struktury drátu je obvyklé rozlišovat pevné, práškové a aktivované odrůdy. Plný drát vypadá jako kalibrované jádro připevněné k cívkám nebo kazetám. Pokládání v řadách ve svitcích je také možné. Někdy jsou alternativou k takovému drátu tyče a pásy. Tento typ se používá pro automatické a poloautomatické svařování.
Tavidlo plněný drát vypadá jako dutá trubice naplněná tavidlem. Naopak by se neměl používat na poloautomatických strojích, protože vytahování nitě se ukazuje jako obtížné. Kromě toho by působení válečků nemělo přeměnit kulatou trubku na oválnou. Aktivovaný film je také kalibrované jádro, ale s přidáním komponent používaných pro plněné dráty. Například se může ukázat jako tenká vrstva.

Podle typu povrchu
Svařovací fólie může být poměděná a nepoměděná. Vlákna potažená mědí zlepšují stabilitu oblouku. To se děje proto, že vlastnosti mědi přispívají k lepšímu přívodu proudu do svařovací zóny. Navíc se sníží odpor posuvu. Nepoměděný drát je levnější, což je jeho hlavní výhoda.
Nepovlakovaná nit však může mít leštěný povrch, což z ní dělá jakýsi mezičlánek mezi dvěma hlavními odrůdami.

Podle složení
Je důležité, aby chemické složení drátu odpovídalo složení zpracovávaných materiálů. Proto v této klasifikaci existuje velké množství typů výplňových vláken: ocelové, bronzové, titanové nebo dokonce legované, sestávající z několika prvků.

Podle počtu legujících prvků
Opět platí, že v závislosti na množství legujících prvků může být svařovací drát:
- nízkolegované - méně než 2,5 %;
- středně legované - od 2,5% do 10%;
- vysoce legované - více než 10%.
Čím více legovaných prvků je ve složení, tím lepší jsou vlastnosti drátu. Zlepšuje se tepelná odolnost, odolnost proti korozi a další indikátory.


Podle průměru
Průměr drátu se volí v závislosti na tloušťce svařovaných prvků. Čím menší je tloušťka, tím menší by měl být průměr. V závislosti na průměru je také určen parametr pro velikost svařovacího proudu. S tímto indikátorem menším než 200 ampér je tedy nutné připravit svařovací drát o průměru 0,6, 0,8 nebo 1 milimetr. Pro proud, který nepřesahuje 200-350 ampér, je vhodný drát o průměru 1 nebo 1,2 milimetru. Pro proudy od 400 do 500 ampér jsou vyžadovány průměry rovnající se 1,2 a 1,6 milimetru.
Platí také pravidlo, že pro částečně automatický proces prováděný v ochranném prostředí je vhodný průměr 0,3 až 1,6 milimetru. Pro vytvoření svařovací elektrody je vhodný průměr v rozmezí od 1,6 do 12 milimetrů. Pokud je průměr drátu 2, 3, 4, 5 nebo 6 mm, lze přídavný materiál použít pro práci s tavidlem.


Označení
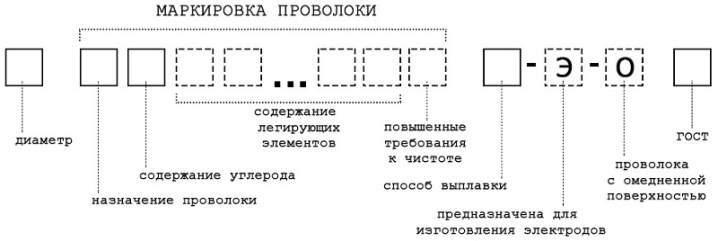
Označení svařovacího drátu je určeno v závislosti na jakosti materiálu, který vyžaduje svařování, a také na pracovních podmínkách. Je označen v souladu s GOST a TU. Pro abyste pochopili, jak se provádí dekódování, můžete zvážit příklad značky drátu Sv-06X19N9T, který se často používá při elektrickém svařování, a proto je velmi oblíbený. Kombinace písmen "Sv" označuje, že kovový závit je určen pouze pro svařování.
Za písmeny následuje číslo udávající obsah uhlíku. Čísla "06" znamenají, že obsah uhlíku je 0,06 % z celkové hmotnosti výplňového materiálu. Dále můžete vidět, jaké materiály jsou v drátu obsaženy a v jakém množství. V tomto případě se jedná o "X19" - 19% chromu, "H9" - 9% niklu a "T" - titan. Protože u označení titanu není žádná číslice, znamená to, že jeho množství je menší než 1 %.
Populární výrobci
V Rusku se vyrábí více než 70 značek plnicího drátu. Produkty značky Bars vyrábí společnost Barsweld, která působí od roku 2008. Sortiment zahrnuje nerezové, měděné, plněné, poměděné a hliníkové dráty. Výplňový materiál se vyrábí pomocí inovativních technologií. Dalším ruským výrobcem kovových závitů je InterPro LLC. Výroba probíhá na italských zařízeních za použití speciálních dovážených maziv.
Svařovací drát lze také vyrábět v ruských podnicích:
- LLC SvarStroyMontazh;
- Závod svařovacích materiálů Sudislavl.


Čínské podniky jsou široce zastoupeny na trhu výplňových materiálů. Jejich hlavní výhodou je kombinace průměrných cen a dobré kvality. Řeč je například o čínské společnosti Farina, která vyrábí dráty pro práci s uhlíkovou a nízkolegovanou ocelí. Mezi další čínské výrobce patří:
- Deka;
- Bizon;
- AlfaMag;
- Yichen.


Jak si vybrat?
Při výběru výplňového materiálu je nutné vzít v úvahu dvě základní pravidla. Jak již bylo zmíněno, je důležité, aby složení drátu bylo co nejpodobnější složení svařovaných dílů. Například pro železné kovy a slitiny mědi budou použity různé varianty. Doporučuje se zajistit, aby kompozice byla pokud možno bez síry a fosforu, stejně jako rzi, barvy a jakékoli kontaminace.
Druhé pravidlo souvisí s teplotou tání: u výplňového materiálu by měla být o něco nižší než u zpracovávaných produktů. Pokud je teplota tavení drátu vyšší, části vyhoří. Rovněž stojí za to zajistit, aby se drát rovnoměrně prodlužoval a byl schopen zcela vyplnit šev.Průměr plniva by měl odpovídat tloušťce svařovaného kovu.
Mimochodem, materiál drátu musí odpovídat materiálu vložky.

Tipy pro použití
Skladování plnicího drátu nemůže probíhat za podmínek vysoké vlhkosti. Výplňový materiál v původním obalu lze skladovat při teplotách 17 až 27 stupňů při vlhkosti 60 %. Pokud teplotní rozsah stoupne na 27-37 stupňů, pak maximální relativní vlhkost naopak klesne na 50%. Rozbalené příze mohou být použity v dílně po dobu 14 dnů. Drát však bude muset být chráněn před nečistotami, prachem a ropnými produkty. Pokud je svařování přerušeno na více než 8 hodin, je třeba kazety a cívky chránit plastovým sáčkem.
Kromě toho použití výplňového materiálu vyžaduje předběžný výpočet míry spotřeby. Nejvýhodnější je naplánovat spotřebu drátu na metr zaplňované přípojky. To se provádí podle vzorce N = G * K, kde:
- N je norma;
- G je hmotnost povrchu na hotovém švu, jeden metr dlouhý;
- K je korekční faktor, který se určuje v závislosti na hmotnosti ukládaného materiálu na spotřebu kovu potřebnou pro svařování.


Chcete-li vypočítat G, musíte vynásobit F, y a L:
- F - znamená plochu průřezu připojení na jeden metr čtvereční;
- y - je zodpovědný za hustotu materiálu použitého k výrobě drátu;
- místo L se používá číslo 1, protože spotřeba se počítá na 1 metr.
Po výpočtu N musí být indikátor vynásoben K:
- pro spodní svařování se K rovná 1;
- s vertikální - 1,1;
- s částečně vertikální - 1,05;
- se stropem - 1.2.

Za zmínku stojí, že nechcete provádět výpočty podle vzorce, na internetu najdete speciální kalkulačku pro spotřebu svařovacích materiálů. Podavač drátu se obvykle skládá z elektromotoru, převodovky a soustavy podávacích a přítlačných kladek. Můžete to udělat sami nebo si koupit hotové zařízení. Tento mechanismus je zodpovědný za dopravu přídavného materiálu do svařovací zóny.
Je třeba také poznamenat, že drát pro svařování plynem s acetylenem musí být bez rzi nebo oleje. Teplota tání musí být stejná nebo nižší než teplota tání zpracovávaného materiálu.
Není-li možné najít svařovací drát vhodného složení, lze jej v některých případech nahradit pásy materiálu stejné jakosti jako zpracovávaný materiál. Požadavky na kovové vlákno pro svařování oxidem uhličitým jsou podobné.


V dalším videu najdete srovnávací test svařovacího drátu 0,8mm.













Komentář byl úspěšně odeslán.