Popis a palety ocelového drátu

Ocelový drát je považován za jeden z nejběžnějších kovových materiálů v průmyslu. Je zároveň základem pro výrobu široké škály předmětů a zároveň může být použit pro samostatné použití. Existuje mnoho druhů takového drátu - budeme o nich diskutovat v naší recenzi.



Vlastnosti a vlastnosti
Ve své nejobecnější podobě je drát kovová ohebná tyč z kovu, zpravidla válcového tvaru. Slouží k odolávání zvýšenému mechanickému namáhání, dále k přenosu TV a audio signálu a elektřiny. Ocelový drát může být plný, splétaný nebo splétaný. Ve většině případů se provádí se zaobleným průřezem, o něco méně často se vyrábí ve čtvercových, šestiúhelníkových, obdélníkových a některých dalších tvarech.



Ocelový drát patří do kategorie konstrukčních výrobků, je široce používán při výrobě ocelových kordů, ocelových lan, metalizovaných sítí, pružin, ale i různých topných těles pro elektrické pece. Hardware (matice, šrouby a nýty) jsou vyrobeny z drátu - v tomto případě je výroba založena na technice hlavy za studena.
Drát má standardně zaoblené hrany. Podobná páska se používá při výrobě pil na dřevo a kov, ale i pouzder, řetězů na kola a motocykly.

Hlavními spotřebiteli ocelového drátu a zboží z něj jsou obory jako kovoobrábění a strojírenství, zboží je nakupováno pro potřeby stavebnictví, chemického, petrochemického průmyslu, hutnictví železných a neželezných kovů. Nejrozšířenější drát je vyroben z nízkouhlíkové slitiny oceli, jedná se o pokovený dlouhý výrobek s nízkým obsahem uhlíku. Díky těmto technickým vlastnostem se získá produkt se zvýšenou pevností v kombinaci s dobrou tažností.


Pokud se na ocelový drát pro všeobecné použití dodatečně nanese zinková vrstva, získá odolnost proti korozi. Proto pozinkovaný drát se používá v podmínkách vysoké vlhkosti, přičemž si po dlouhou dobu zachovává své počáteční fyzikální a provozní vlastnosti. V souladu s proudem GOST 3282-74, vypálený ocelový drát změkne.
Tato vlastnost umožňuje jeho použití jak pro provádění armovacích prací, tak i zařazení výrobku do technologického procesu pro pletení výztuže, balení možného zboží a výrobu různých dílů. Drát nejobecnějšího použití je více žádaný mezi všemi ostatními typy drátu.


Výroba
Uvolňování ocelového drátu se provádí tažením drátu na specializovaném zařízení s dalším vypalováním ve speciální peci nebo bez něj.
Proces protahování a tažení není z technického hlediska nijak zvlášť náročný. Jako pracovní surovina se používá lisovaný drátěný drát, veškeré manipulace jsou prováděny na tažnicích. Ve srovnání s válcováním kovů má tato operace mnoho výhod:
- automatizovaná práce obráběcích strojů poskytuje zvýšený výkon;
- Kreslení umožňuje získat produkty dokonale pravidelný tvar s čistým a rovným povrchem - díky tomu je stupeň následného zpracování značně snížen a samotný drát získává zlepšené mechanické vlastnosti.


Obecně výroba krouceného ocelového drátu zahrnuje několik kroků.
- V této fázi se provádí leptání, hlavním úkolem je odstranit povrchovou vrstvu kovu a okuje, které mohou rušit kresbu. Příprava povrchu se provádí odmaštěním, broušením, leštěním a mechanickým řezáním vyřazených ploch. Vzhledem k tomu, že v okuje mohou být přítomny složité chemické sloučeniny, je válcovaný drát ošetřen kyselými roztoky zahřátými na 50 stupňů. Poté se obrobek omyje a vysuší při zahřátí na 75-100 stupňů ve speciálních sušicích komorách.
- V této fázi existuje tepelné zpracování, jehož účelem je učinit kovový obrobek měkčím, zbavený vnitřních pnutí. Za tímto účelem se materiál zahřeje, nějakou dobu se udržuje a ochladí. V důsledku toho se výrazně mění vlastnosti ocelí a usnadňuje se proces tažení drátu a vypalování.
- Dále se pomocí kladiva ocelové předvalky zplošťují a vyrovnávají. Tímto způsobem je možné upevnit kov na buben tažného stroje, aby mohl projít matricí.
- V tomto stádiu, přímo kreslení... K tomu jsou zpracované a ploché suroviny taženy na stroji nejvyšší možnou rychlostí přes zužující se kanál. V závislosti na množství taženého drátu může být tento proces jednopramenný nebo vícepramenný.
- V závěrečné fázi vystupujte hořící - hlavním úkolem těchto manipulací je minimalizovat napětí po tažení kovu. Ocel se stává elastickou, odolnou v tahu a tuhou, zároveň poddajnou vůči protažení a kroucení, zlepšují se parametry jako měrný odpor a hmotnost 1 metr.

Existují dva typy tepelného zpracování.
- Lehká střelba - provádí se v peci naplněné inertním plynem. Díky tomu kov nepodléhá oxidaci a netvoří se na něm vodní kámen. Hotové výrobky získávají světlý odstín a velmi působivé náklady.
- Černá střelba - v tomto případě se používá nejjednodušší atmosféra, na povrchu hotových výrobků se tvoří vodní kámen, proto získává tmavou barvu. Cena takového drátu je mnohem nižší než cena lehkého drátu.


Vzhledem k tomu, že slitina oceli patří do kategorie kovů, které rychle korodují, je často do výrobního cyklu zahrnuto i zinkování. Nejkvalitnější a nejkvalitnější drát je vyráběn technikou žárového zinkování, protože v tomto případě je zajištěna maximální přilnavost zinku přímo k drátu.
Hotové výrobky na výstupu se nebojí rzi a zároveň mají zvýšenou úroveň ochrany před tak nepříznivými vnějšími faktory, jako je působení ultrafialových paprsků, větru a teplotních výkyvů. Kromě toho je ocelový pozinkovaný drát mnohem tažnější než nepozinkový, a tím i odolnější. Poté jsou výrobky nakrájeny na kusy a označeny.

V souladu s GOST 3282–74 se ocelový drát vyrábí z oceli v souladu s aktuální normou No1050. Hotový drát o průřezu 0,5 až 6 mm, který neprošel tepelným zpracováním, na výstupu musí vydržet nejméně 4 ohyby, aniž by došlo k porušení celkové celistvosti a zničení kovové konstrukce. Na povrchu výrobku nepotaženého zinkem technologické normy umožňují přítomnost malých promáčklin a škrábanců - přičemž jejich hloubka by neměla být větší než 1/4 velikosti odchylky hotových výrobků v průměru. Přítomnost všech druhů prasklin, šupin a filmů jakékoli velikosti je však přísně zakázána.
Pozinkovaný drát může mít na povrchu mírný bělavý povlak, stejně jako třpytky - ale pouze v případě, že nezhoršují celkovou kvalitu povlaku.Je přísně zakázáno prodávat a používat ve výrobním procesu ocelový drát s nekovovými plochami a černými skvrnami.
Nátěr by neměl praskat ani se odlupovat, je však povoleno mírné loupání podobné prachu.


Klasifikace
Podle velikosti a tvaru
V závislosti na velikosti a tvaru sekce jsou všechny hotové výrobky konvenčně rozděleny do několika skupin. První zahrnuje nejtenčí, jehož tloušťka není větší než 0,1 mm. Výrobky s parametrem průřezu přesahujícím 8 mm jsou zařazeny do 9. skupiny. Všechny výrobky jsou v souladu s normami vyráběny v kulatém, čtvercovém i mnohostranném nebo tvarovém profilu.


Podle typu povrchové úpravy
Dokončení drátu do značné míry poskytuje potřebné mechanické a fyzikálně chemické parametry. Proto pro maximální pevnost je drát dodatečně kalen, vypalován a stabilizován. Materiál, který neprošel těmito manipulacemi, má úzce omezený rozsah použití.

Podle typu povrchu
Ocelový drát může být leštěn, leptán, stejně jako leštěn nebo tažen v důsledku předběžného soustružení a hrubování. Uvolnění drátu je povoleno bez jakékoli předběžné úpravy. Povlak může být kovový (poměděný, pomosazný, pozinkovaný nebo pohliníkovaný) nebo nekovový (polymerový nebo fosfátovaný, v plášti z PVC).
Výrobky bez povrchové úpravy se obvykle zpracovávají při vysokých teplotách... Výrobky zpracované v tepelné peci se vyrábí v černých nebo světlých odstínech, přičemž jejich tloušťka se může pohybovat od 0,16 do 10 mm.


Podle chemického složení
Ocelový drát je vyroben z:
- nízkouhlíkové slitiny s podílem uhlíku menším než 0,25% je potřebný pro vyztužení betonových výrobků;
- uhlíková slitina s uhlíkovou frakcí více než 0,25 se používá k výrobě pružin, ale i drátů a lan.
Ocel může být legovaná nebo vysoce legovaná. Je povolena výroba ze slitin se speciálními fyzikálními a chemickými parametry (tepelně odolné, korozivzdorné a přesné).
Některé konstrukční prvky kladou na slitinu zvláštní požadavky, pokud jde o obsah chemických prvků, jako je nikl a chrom.


Podle oblasti použití
V závislosti na oblasti použití se rozlišují následující skupiny ocelových drátů.
- Nerez - vyrobeno ze speciální slitiny se zvýšenými parametry tepelné odolnosti. Tento materiál není náchylný ke korozi a oxidaci, používá se především při výrobě hardwarových produktů.
- svařování - vyrábí se s velikostí průřezu od 0,5 do 8 mm, používá se především pro instalaci svařování elektrickým obloukem.
- Rebar - jak název napovídá, takový drát je široce používán pro zpevnění železobetonových konstrukcí všech typů. Mohou být bez napětí nebo pod zvýšeným tlakem. Díky průřezům obsaženým v ocelovém materiálu je během procesu vyztužování zajištěna maximální přilnavost k pórobetonovému podkladu.
- Jaro - přichází ke hře při uvolnění pružin, které se provádí metodou studeného navíjení, aniž by byly podrobeny dalšímu tepelnému zpracování.
- Lanovka - relevantní pro výrobu námořních, říčních a jiných lan. Optimální pro opletení kabelů, našel široké uplatnění v oblasti jejich výroby.
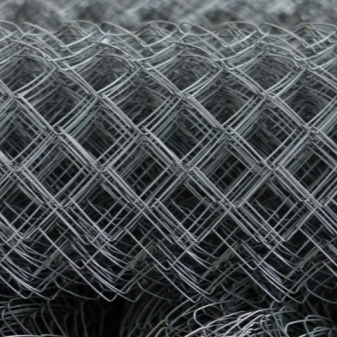
- Pletení - vyrobeno z nízkouhlíkové oceli, vyznačující se zvýšenou tažností a zároveň pevností. Je všeobecně žádaný v zemědělství a stavebnictví.

Označení
Stalistaya má své vlastní speciální označení, které zahrnuje sadu písmen a číslic. Ocelový černý tepelně zpracovaný drát o průřezu 0,86 mm je tedy označen následovně: drát 0,86 - O - Ch - GOST 3281-74. Drát neupravený v tepelné peci o průřezu 1,6 mm 2. kategorie s pozinkovaným povlakem 2. třídy je označen: drát 1,46 - II - 2C - GOST 3281-74.
Drát se prodává v cívkách, přičemž samotné navíjení se provádí bez závitů a rozkládá se v po sobě jdoucích řadách - čímž je zajištěno nerušené odvíjení.
Jedna cívka může obsahovat až 3 kusy, každá cívka by měla obsahovat pouze jeden kus.

Informace o tom, jak se vyrábí ocelový drát a ocelový kord, najdete v dalším videu.













Komentář byl úspěšně odeslán.