Vlastnosti plněného drátu
Postup svařování ocelových konstrukcí pomocí elektrod není vždy vhodný. Obtíže při provádění tohoto procesu jsou pozorovány na otevřeném prostranství, ve výšce.
Aby se předešlo tvorbě nekvalitních švů, používají někteří řemeslníci plněný drát.

co to je?
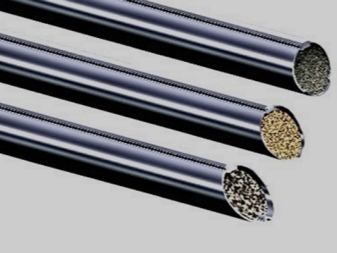
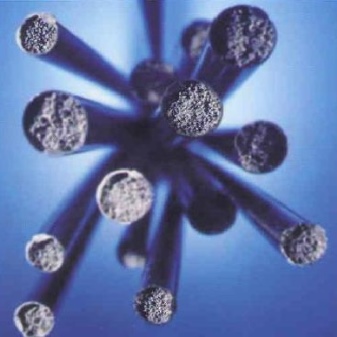
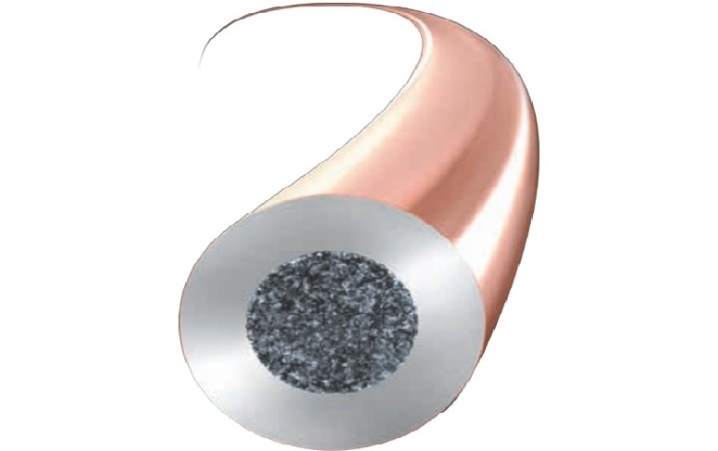
Svařovací drát je považován za důležitou součást většiny moderních svařovacích technologií. Práškový atribut má podobu duté kovové trubičky, uvnitř které je umístěno tavidlo nebo je také v kombinaci s kovovým práškem. Tento drát se používá k vytváření svarů při poloautomatickém bezplynovém svařování. Díky modernímu vzhledu tohoto atributu se provádí snadné zapálení oblouku a stabilní spalovací proces.
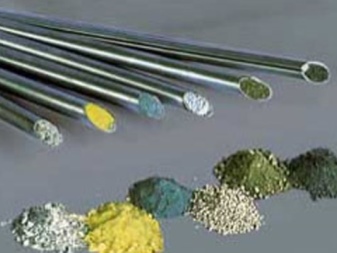
Výroba plněného drátu je založena na přísném dodržování GOST, proto jeho použití poskytuje vysoce kvalitní výsledek. Přítomnost jemné frakce železa, fosforu, chrómu uvnitř trubice zaručuje následující body:
- stabilizace teploty v oblasti lázně, stejně jako kolem oblouku, dokud nebude vhodná pro použitý materiál;
- stimulace míchání roztaveného kovu na součástech a také na elektrodě;
- rovnoměrné uzavření švu po celé šířce od kontaktu s plynem;
- zajištění rovnoměrnosti varu a nepřítomnosti rozstřiků;
- zvýšení rychlosti svařování dílů.


Pomocí plněných drátů se provádí navařování dílů, stejně jako svařovací postup na jakémkoli místě, v závislosti na dostupnosti speciálního vybavení. Vzhledem k zamýšlenému použití může trubice obsahovat magnezit nebo kazivec. Pokud je potřeba zpracovat žáruvzdorný materiál, vyplatí se použít drát, kde je přítomen grafit a hliník, protože zvyšují teplotu.
Nevýhody tohoto typu svařovacího materiálu jsou vysoká cena, úzká specializace, složitost svařovacích plechů silnějších než jeden a půl milimetru.

Primární požadavky
Tavidlo plněný (tavidlo) svařovací drát se používá pro poloautomatické svařování bez plynu a má trubkový vzhled. Vnitřní dutina atributu je vyplněna pylem speciálního složení. Základem je polarizovaný kovový pásek. Poslední fází vytvoření takového drátu je jemné natažení na požadované rozměry.
Jakýkoli typ plněného drátu musí splňovat následující požadavky:
- rovnoměrně roztavit a vyhnout se nadměrnému rozstřikování;
- být charakterizován stabilitou a snadností při výskytu elektrického oblouku;
- struska vznikající během procesu svařování musí být rovnoměrně rozložena a nesmí pronikat do švů;
- mají rovnoměrný šev bez přítomnosti trhlin, pórů.

Srovnání s konvenčním drátem
Svařovací drát se dělí na několik typů, z nichž nejběžnější lze nazvat práškový a pevný. Přes určité rozdíly se oba atributy používají poměrně často. Pevný typ drátu má měděný povlak a lze jej použít i s inertními plyny, což se o druhém typu atributu svařování říci nedá.
Kromě toho je výroba plněného drátu válcováním kovového pásu a jeho válcováním stuhou s přídavkem tavidla.
Pevný drát má nižší cenu, ale postrádá některé výhody plněné tavidlem, jako například:
- použití pro vertikální svařování do kopce;
- práce s pozinkovanou ocelí a jinými obtížně svařitelnými odrůdami;
- neschopnost přidávat různé látky dovnitř drátu.

Přehled druhů
Každý svářeč by měl vědět, že dnes existuje několik druhů plněných drátů, které lze použít pro žárové stříkání, pokovování elektrickým obloukem, legovanou ocel a mnoho dalších účelů. Soudě podle charakteristik odrůd tohoto atributu svařování má každý výrobek určitý průměr, označení, materiály pro plášť, stejně jako hliník, železo nebo jinou náplň.
Kovové trubky jsou tvarově rozděleny na kulaté, jejichž okraje jsou spojeny natupo, s klíčovými ohyby a také vícevrstvé.
Podle zvláštností použití se práškové atributy dělí na takové odrůdy.
Ochrana proti plynu
Tento typ drátu vyžaduje uzávěr přes svarovou lázeň. K tomuto účelu se používá argon nebo jiný inertní plyn. Atribut ochrany plynu pro svařování se obvykle používá pro svařování uhlíkové, nízkolegované oceli. Tento drát má následující výhody:
- stabilita oblouku;
- snadnost vytékání strusky na povrch;
- nedostatek pórovitosti;
- nízká úroveň postřiku;
- jednoduchost likvidace strusky.
Hluboký průnik je takovým potrubím vlastní. Jejich použití je požadováno při vytváření spojů na spojích a rozích, stejně jako překrývání při výrobě konstrukcí a trubek z kovu.


Sebeochranný
Samostínící tubus je dobrou variantou pro poloautomatický provoz v jakémkoli prostoru, dokonce i v terénu. Tento atribut svařování nevyžaduje přítomnost dalších typů spotřebního materiálu. Při práci v koupelně je pozorováno nahromadění mraků z plynové náplně. V důsledku použití samostínícího drátu se na švy nanáší rovnoměrné tavidlo, přičemž horké spoje skryje širokým pruhem. Tento typ plněného drátu našel uplatnění při svařování materiálů v nezařízených podmínkách. S jeho pomocí se pájejí hliníkové výrobky, stejně jako jejich slitiny.


Prášky, které jsou koncentrovány v plnicím drátu, mohou plnit následující funkce:
- legování;
- deoxidace;
- stabilizace elektrického oblouku;
- zjednodušení tvorby stejnoměrnosti švů.
V závislosti na složení prášku může být samostíněný drát:
- fluorit;
- fluorit-karbonát;
- rutil;
- fluorit rutilu;
- organický rutil.

Vlastnosti použití
Použití poloautomatického zařízení při svařování přispívá k rychlému nanášení švů, protože práškový typ výrobků je podáván bez přerušení. Vzhledem k tomu, že plynová hadice nemusí být vždy k dispozici pro práci, tato metoda umožňuje svařovat kovy v prostředí ochranného plynu. Prakticky každý bude schopen správně vařit bez plynu, přičemž zvláštní pozornost by měla být věnována povrchové úpravě a nastavení. Při mechanizovaném svařování je bezpodmínečně nutné vzít v úvahu aktuální parametry, polaritu a také správnou techniku provedení.
Při práci s tímto kovovým zařízením jsou některé nuance, na které mistr nesmí zapomenout. Aby bylo možné úspěšně vést oblouk a vytvořit šev, stojí za to připravit rovný povrch. Při práci s poloautomatickými zařízeními toho lze dosáhnout přepínáním kontaktů uvnitř jednotky.
Vodič, který vede k hořáku, musí být připojen k zemnicímu kabelu a opačný vodič musí být připojen ke svorce hořáku.


Důležitým bodem v práci je instalace válečků, které plně odpovídají průměru použitého drátu. Na straně válečku je informace o rozsahu průměrů. Válec s pohyblivým typem by neměl být pevně utažen, protože drát je charakterizován dutou strukturou a tato událost může vést k jeho deformaci nebo vzniku ucpání kabelového kanálu.
Pro aby drát běžel hladce, budete muset odstranit hrot umístěný na výstupu upínacího prvku. Jeho navíjení se provádí poté, co se spotřební prvek objeví na konci tohoto kanálu. Průměr hrotu musí také odpovídat velikosti drátu, protože velký otvor může ztěžovat ovládání oblouku. Při tomto postupu se nepoužívá žádný plyn, takže není nutné nasazovat trysku. Aby sprej nepřilnul ke špičce, měl by být nastříkán speciálně navrženým přípravkem.


Při svařování plněným drátěným materiálem bude šev vždy pod kontrolou, takže technologie bude navenek připomínat standardní použití elektrod.
Protože práškový atribut svařování nemá mechanickou pevnost a tuhost, odborníci doporučují použít speciální mechanismus, který zajišťuje kontinuitu automatického podávání prvku.
V procesu svařování dochází k intenzivní tvorbě strusky, je nutné ji rychle odstranit kovovým kartáčem. V opačném případě se může do pracovní oblasti dostat struska, což povede k tvorbě defektů a snížení mechanické pevnosti.


Plněný drát může být vyroben výhradně z kovu nebo může být plněn tavidlem, čímž plní úkoly plynu. Použití tohoto atributu svaru může vést k nižší svarové housence než obvykle, ale v některých případech se to bez práškové přísady neobejde.
Přeprava plynových lahví není vždy vhodná, takže technik může použít plněný drát, například ve výšce nebo na nevhodném místě. Jak ukazuje praxe, pro domácí použití s malým množstvím práce je tato možnost svařování drahá. Ale ve výrobě, při použití práškových trubic, mohou rychlé a vysoce kvalitní svařování provádět i nezkušení specialisté. Bylo také zjištěno, že takové svařování se může vyplatit při aplikaci dlouhého švu, jinak se získá mnoho odpadu.


Svařování plněným drátem je popsáno v následujícím videu.













Komentář byl úspěšně odeslán.