Vše o nerezovém svařovacím drátu

Svařování je pohodlný a kvalitní způsob spojování povrchů a výrobků z různých kovů a jejich slitin. Tento náročný postup však vyžaduje speciální vybavení a materiály. Svářečka se kromě svařovací jednotky, drátů s držákem nebo hořáku, elektrod a ochranných pomůcek při práci neobejde bez přídavného drátu, např. nerezového, který se osvědčil při provádění zvláště složitých a náročných svařování práce.


Vlastnosti a účel
Nerezový svařovací drát je spotřební přídavný materiál. Je rozšířený ani ne tak v domácí sféře jako ve stavebnictví a průmyslu. Chemická, ropná a potravinářská výroba se bez tohoto spotřebního materiálu neobejde. Nerezový drát pro svařování je nezbytný při vytváření všech druhů průmyslových konstrukcí, dílů, jakož i při opravách starých zařízení a konstrukcí.
Vyrábí se v souladu s GOST, což zaručuje vysokou kvalitu výrobku a dobrý výsledek jeho použití. Tento drát se používá jako spotřební materiál při automatickém a poloautomatickém svařování. Může být kontinuální, vyžadující při použití ve svařovacím procesu ochranu plynu pomocí CO2, argonu nebo jejich kombinací.
V bezplynové ochraně našel uplatnění nerezový drát plněný tavidlem, který má podobu trubice s tavidlem a složením plynu uvnitř. Vnitřní výplň drátu je nezbytná pro ochranu výsledného svaru.

Tento produkt našel uplatnění jako spotřební materiál pro povrchovou úpravu. V důsledku jeho použití se na povrchu vytvoří ochranný film, který chrání svar před korozí. A také nerezový drát je základem pro přípravu elektrod. Svařovací proces s použitím tohoto materiálu se provádí umělým zvýšením teploty na hodnotu potřebnou pro roztavení.
Výplňový materiál je roztaven kvůli přítomnosti jedinečných složek v něm. Během svařování se drát po roztavení nestříká, ale rovnoměrně vyplňuje švy, takže jsou pevné a čisté. V dnešní době je vzácné najít způsob svařování, který nepoužívá tento typ drátu.

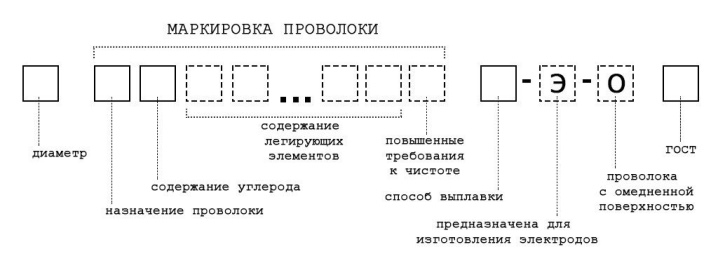
Dekódování značení
Nerezový svařovací drát se označuje stejně jako legovaný. Jediný rozdíl lze nazvat přítomností chromu a niklu ve velkém množství v nerezové oceli. Pevný nerezový drát je označen v souladu s GOST 2246-70.
Označení může obsahovat následující písmena:
- A - drát obsahuje standardní množství fosforu a síry;
- AA - výše uvedené látky jsou obsaženy ve sníženém množství;
- NS - výrobek byl vyroben elektrostruskovým přetavením;
- NS - drát se používá k přípravě elektrod;
- Ó - na povrchu výrobku je měděný povlak, proto se drát používá v případě vytváření kritických spojení se stabilním obloukem.
Podle norem GOST může označení ocelového drátu obsahovat následující označení:
- NS - za studena válcovaný výrobek;
- T - tepelně zpracované;
- NS - zvýšená přesnost výroby;
- TS - kov světlé barvy, ve kterém nejsou žádné oxidy.


V závislosti na průměru má 100 m nerezového drátu pro svařování následující hmotnosti:
- 0,5 mm - 0,31 kg;
- 1 mm - 0,62 kg;
- 1,5 mm - 1,4 kg;
- 2 mm - 2,48 kg.
Populární značky
V současnosti je na trhu široká škála druhů nerezového svařovacího drátu. Při výběru tohoto produktu byste proto měli věnovat pozornost složení. Často obsahuje stabilizátory spalování a oxidace. Produkt obsahující mangan se vyznačuje hustotou a produkt obsahující uhlík - nízkou plasticitou. Výběr drátu by měl být založen na vlastnostech budoucí aplikace.
Mezi nejoblíbenější značky drátu pro nerezovou ocel patří:
- 12X18H10T;
- Sv 07x25n13;
- Sv 06x19n9t;
- Sv 04h19n11m3.

Špičkoví výrobci
Náklady na nerezový svařovací drát jsou přímo ovlivněny nejen kvalitou materiálu, přítomností nečistot, ale také specifiky výroby. Tento plnivový spotřební materiál se vyrábí v mnoha evropských zemích, včetně Ukrajiny a Ruska. V současné době na trhu můžete zakoupit produkt od těchto výrobců:
- "SpetsElektrod";
- Ecom Plus;
- Sychevsky Electrode Plant;
- "Vadis-M";
- Frunze - elektroda;
- Lincoln Electric;
- "Oliver";
- ESAB.



Tipy pro použití
Pro získání dobrého spojení mnoho svářečů používá při práci s nerezovým drátem poloautomatické stroje. Toto zařízení chrání švy před vnějšími vlivy, automaticky přivádí přídavný drát na místo svařování, násilně chladí a lze jej použít na těžko dostupných místech.
Před provedením práce stojí za to provést přípravnou fázi, to znamená provést řadu činností.
- Odstraňte kontaminaci z ošetřeného povrchu.
- Odmastěte svar na obrobcích.
- Odstraňte přebytečnou vlhkost z povrchů zahřátím na 100 stupňů.

K dosažení malé tloušťky přechodového švu mezi svařovanými díly můžete použít několik metod svařování:
- metoda krátkého oblouku;
- inkoustový přenos;
- univerzální impulsní metoda.

Pro dosažení vysoce kvalitního výsledku práce s nerezovou přísadou musí svářeč splňovat následující požadavky:
- umístěte hořák do záporného úhlu;
- zajeďte hlavou ve vzdálenosti 1,2 cm od kovového povrchu;
- tavení drátu by mělo být prováděno po malých částech, velké kapky by zde neměly být používány.
Po svařování lze někdy pozorovat vady. K jejich odstranění je nutné díly zahřát hořákem a poklepat kladivem.

Svařovací nerezový drát je důležitým atributem, bez kterého je obtížné si svařovací proces představit. Spotřebitelé si mohou tento výrobek zakoupit v přadénku, cívce nebo cívce. Tento univerzální druh suroviny má vysoké technologické vlastnosti, a proto se používá v mnoha průmyslových odvětvích a stavebnictví.
Tipy pro výběr drátu pro svařování naleznete v následujícím videu.













Komentář byl úspěšně odeslán.