Vše o argonovém svařovacím drátu

Znalost všeho o argonovém svařovacím drátu je pro každého svářeče stejným povinným momentem, stejně jako možnost výběru elektrod, typů a charakteristik proudu. Výběr tohoto drátu také není tak jednoduchý, jak se zdá. A jeho aplikace může při nesprávném provedení hrozit řadou úskalí.

Zvláštnosti
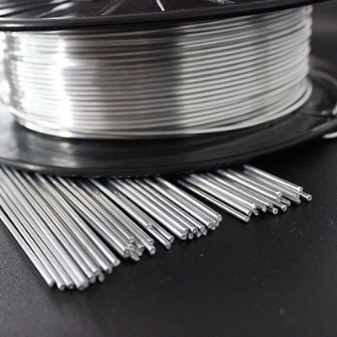
Hlavním rysem argonového svařovacího drátu je jeho vzhled. Ve většině případů jsou tyto součásti kovové tyče stočené do cívek. Takové cívky musíte vložit do podávacího mechanismu. Samotný přívodní drát může mít pevnou nebo dutou strukturu. Existují i produkty s cákanci. Přídavný materiál musí být přesně stejný jako materiál obrobku.
Veškeré pokusy o porušení tohoto pravidla nevedou k ničemu dobrému. Přeprava cívky je vhodná pro průmyslové použití. V ručním režimu je drát přiváděn do pracovního prostoru především pro ruční práce. Technologie obecně neklade žádné další speciální požadavky.


Pohledy
Pevný drát je vyroben z čistého kovu. Složení takových zařízení nesmí obsahovat žádné nečistoty, neměly by se používat ani přísady. Přes jejich jednoduchost jsou tyto typy drátů nejvíce používány svářeči. Jsou to hlavně ty, které se berou pro svařování v plynné atmosféře. Plněný drát je pro argonové svařování prakticky nevhodný, protože je určen speciálně k nahrazení vnějšího plynového stínění látkami uvolňovanými při tavení prášku.
Nejzajímavější je aktivovaná položka. Spojuje výhody pevných a práškových roztoků bez jejich nevýhod. Rozdíly se týkají také typu materiálů, které se mají svařovat. Plnicí drát pro argonové obloukové zpracování železných kovů je jednou z nejběžnějších možností. Hlavní distribuce je následující:
- plněný drát se nuceně používá pro manipulaci s uhlíkovou ocelí, která je později tepelně zpracována (ačkoli to obvykle není nejlepší volba);
- hliník je potřebný pro práci s hliníkem (může obsahovat mangan, křemík, hořčík a další inkluze);
- nerezový svařovací drát - používá se při práci s ocelí legovanou chromem nebo niklem;
- poměděný (používaný hlavně při svařování silně legovaných nebo středně legovaných obrobků);
- obyčejná ocel (výhodná pro práci s lehce legovaným kovem).



Nerezový drát se aktivně používá ke svařování oceli obsahující chrom nebo nikl. Výstupem by měl být velmi kvalitní šev.
Vznik trhlin je téměř vyloučen, stejně jako výskyt korozních procesů. Při použití nerezového drátu je množství rozstřiku minimalizováno. Oblouk bude pracovat velmi aktivně a stabilně a životnost švu se výrazně zvýší.
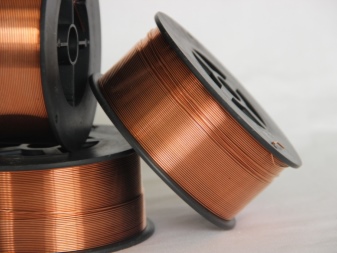
Poměděný drát má stejné pozitivní vlastnosti jako jeho nerezová odrůda. Kromě toho také pomáhá šetřit násadce bez ohledu na použitý svařovací stroj. Dodávka poměděného drátu obvykle znamená navinutí na plastovou kazetu. Typické tloušťky se pohybují od 0,6 do 1 mm. Poměděný drát (například SV-08G2S) usnadňuje opětovné spuštění svařovacího oblouku a pomáhá stabilizovat jeho hoření v jakémkoli režimu. Alternativní produkt ESAB je navržen pro práci s:
- nástrojová ocel;
- ocelové slitiny používané při stavbě lodí;
- lisovaný kov;
- hliník;
- litina.

Obyčejný ocelový drát pro argonové svařování je použitelný téměř v jakékoli oblasti průmyslové výroby. Tento spotřební materiál je klasifikován podle velkého počtu ukazatelů. Velmi důležitou roli spolu s průřezem hraje mechanická pevnost materiálu. Důležité je i jeho přesné chemické složení – jako vždy platí, že čím blíže k obrobku, tím kvalitnější a efektivnější práce. Lze použít pouze drát označený zkratkou "Sv", jeho průřezy se pohybují od 0,03 do 1,2 cm.
Hliníkový materiál je žádaný při manipulaci s hliníkovými slitinami, kde je podíl křemíku omezen na 3 %. Mezní obsah mědi se v tomto případě pohybuje od 3 do 5 %. Podobný výplňový materiál:
- zaručuje zvýšenou pevnost;
- dává stejnou barvu jako samotné polotovary;
- není horší v odolnosti proti korozi než hliníkové konstrukce.
Aditiva hliníku jsou žádaná při výrobě automobilů, říčních a námořních plavidel. Takový drát se poměrně masivně používá při svařování konstrukcí ve styku s vodou. Je ale důležité pochopit, že čistý hliník se v praxi nepoužívá, vždy se míchá s jinými látkami - jinak nelze zajistit dostatečnou pevnost.
Tento moment je typický i pro svařovací přídavné materiály. Podíl aditiv tam však nepřesahuje 1 %.



Výběr
Hlavním bodem jsou prováděné manipulace. Drát určený pro svařování argonem sám o sobě není vhodný pro řezání (a naopak). Je třeba věnovat pozornost průměru výrobků. Je zcela přirozené, že čím silnější je kov, tím větší by měla být přísada. Ve většině případů se volí drát o průřezu 3 mm.
Stojí za zmínku, že ve svařovacím drátu mohou být přítomny speciální zlepšující komponenty. Technické vlastnosti produktu závisí na jejich množství a poměrech. Rovněž stojí za to věnovat pozornost značení drátů. Za písmeny „Sv“ je číslo, které odráží koncentraci uhlíku. Dále jsou uvedeny další kovy, pokud je koncentrace kovu 0,99 % nebo méně.



Návod k použití
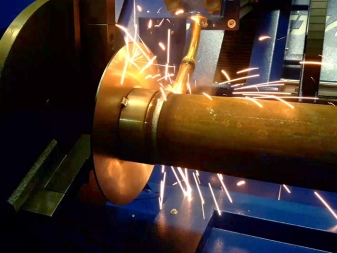
Svařovací drát lze používat v automatickém nebo poloautomatickém režimu. Přívod argonu musí být přísně synchronní s přísunem aditiva. Budete také muset použít specializovaný hořák. Předpokládá se použití stejnosměrného proudu s přímou polarizací. Provoz na střídavý proud předpokládá použití oscilátoru, ale v praxi se tento typ manipulace projevuje pouze při práci s malými tenkostěnnými trubičkami.
Někdy se také praktikuje ruční argonové svařování. Obsluha drží hořák jednou rukou a drát druhou rukou. Ten je přiváděn do pracovní oblasti co nejhladším způsobem. Tato metoda vyžaduje pevnou, silnou ruku a stabilní oko.
A ani za takových podmínek není možné pracovat dlouhodobě a stabilně, proto je velmi žádoucí použít alespoň poloautomatické zařízení.














Komentář byl úspěšně odeslán.