Vyrábíme lis z zvedáku vlastníma rukama

Hydraulický lis vyrobený ze zvedáku je nejen výkonným nástrojem používaným v jakékoli výrobě, ale také vědomou volbou garážového nebo domácího řemeslníka, který nutně potřeboval nástroj k vytvoření mnohatunového tlaku na malém omezeném místě. Jednotka pomůže například při briketování spalitelných odpadů ke spalování v peci.



Výběr Jacka
Hydraulický lis je obvykle vyroben na bázi hydraulického zvedáku typu skla nebo láhve. Použití hřebenového šroubu je opodstatněné pouze u konstrukcí, které fungují čistě na mechanice, jejichž nevýhodou je ztráta ne 5% úsilí vynaloženého mistrem, ale mnohem více, například 25%. . Použití mechanického zvedáku není vždy opodstatněné rozhodnutí: stejně dobře jej lze nahradit například velkým zámečnickým svěrákem instalovaným svisle.
Hydraulický zvedák je vhodnější vybrat z těch modelů, které jsou schopné zvednout asi 20 t. Mnoho domácích řemeslníků, kteří si lis z takového zvedáku vyráběli svépomocí, to brali s rezervou bezpečnosti (zvedání): často se dostali do jejich ruce modely, které stačí ke zvednutí jiného než osobního automobilu, ale nákladního automobilu nebo přívěsu, například od Scania nebo KamAZ.
Takové rozhodnutí je chvályhodné: vzít nejsilnější zvedák je ziskový obchod a díky své nosnosti nebude sloužit 10 let, ale celý budoucí život majitele domácího hydraulického lisu. To znamená, že zatížení je asi třikrát menší, než je přípustné. Tento produkt se opotřebovává pomaleji.



Většina hydraulických zvedáků střední třídy - jediná nádoba s jedním stonkem. Mají kromě jednoduchosti a spolehlivosti minimálně 90% účinnost: ztráty při přenosu výkonu hydraulikou jsou malé. Kapalina - například převodový nebo motorový olej - je téměř nemožné stlačit a kromě toho se zdá, že je trochu pružná a obecně si zachovává alespoň 99% svého objemu. Díky této vlastnosti přenáší motorový olej sílu na tyč téměř „neporušeně“.
Mechanika na bázi excentrů, ložisek, pák není schopna dávat tak malé ztráty jako kapalina používaná jako přenosová hmota... Pro více či méně vážné úsilí se doporučuje zakoupit zvedák, který vyvine tlak nejméně 10 tun - to bude nejúčinnější. Méně výkonné zvedáky, pokud jsou v dosahu nejbližšího autoservisu, se nedoporučují - hmotnost (tlak) je příliš malá.


Nástroje a materiály
Postarejte se o dostupnost výkresu budoucí instalace: na internetu je mnoho připravených vývojů. Navzdory přítomnosti mírně odlišných modelů zvedáků vyberte ten s velkou "nohou" - platformou pro odpočinek na zemi. Rozdíl v provedeních například s menší „nohou“ („dno láhve“ s masivní širokou základnou) je dán marketingovými triky: na designu nešetřete. Pokud se neúspěšně vybraný model náhle rozbije v okamžiku nejvyšší vyvinuté s pomocí úsilí, pak nejen přijdete o hlavní akční člen, ale můžete se i zranit.
K ustlání postele potřebujete kanál s dostatečným výkonem - tloušťka stěny je žádoucí nejméně 8 mm. Pokud vezmete tenkostěnný obrobek, může se ohnout nebo prasknout.Nezapomeňte: obyčejná ocel, ze které se vyrábí vodovodní potrubí, vany a další instalatérské práce, je při úderu silným perlíkem dostatečně křehká: z přepětí se nejen ohne, ale také praskne, což může vést ke zranění pána.
Pro výrobu celé postele je vhodné vzít čtyřmetrový kanál: v první fázi technického procesu bude řezán.



Konečně, vratný mechanismus bude vyžadovat dostatečně silné pružiny. Pružiny, jaké se používají k odpružení železničních vozů, jsou samozřejmě k ničemu, ale neměly by být ani tenké a malé. Vyberte ty, které mají dostatečnou sílu k vytažení lisovací (pohyblivé) plošiny instalace do původní polohy, když je síla vyvíjená zvedákem "odvzdušněna".
Doplňte svůj spotřební materiál také o následující položky:
- silnostěnná profesionální trubka;
- roh 5 * 5 cm, s tloušťkou oceli asi 4,5 ... 5 mm;
- pásová ocel (plochá tyč) o tloušťce 10 mm;
- trubkový řez o délce do 15 cm - do něj musí vstoupit tyč zvedáku;
- 10 mm ocelový plech, velikost - 25 * 10 cm.



Jako nástroje:
- svařovací invertor a elektrody s kolíkovým průřezem asi 4 mm (musí být dodržen maximální provozní proud do 300 ampér - s rezervou, aby nedošlo k vyhoření samotného zařízení);
- bruska se sadou silnostěnných řezných kotoučů na ocel (lze použít i kotouč s diamantovým povlakem);
- čtvercové pravítko (pravý úhel);
- pravítko - "svinovací metr" (stavba);
- hladinoměr (alespoň - bublinková hydrohladina);
- zámečnický svěrák (práci je vhodné dělat na plnohodnotném pracovním stole), výkonné upínače (doporučují se ty, které jsou již "nabroušené" pro udržení pravého úhlu).
Nezapomeňte zkontrolovat použitelnost ochranných prostředků - svářečská kukla, brýle, respirátor a vhodnost rukavic z hrubých a silných tkanin.


Technologie výroby
Lis pro kutily ze zvedáku se vyrábí v garáži nebo dílně. Hydraulický lis, který se rozhodnete vyrobit, je relativně malý a jednoduchý ve srovnání s jeho průmyslovými protějšky.
S určitou dovedností při práci s elektrickým svařovacím zařízením nebude obtížné svařit rám a vratný důraz. Chcete-li vyrobit skvělý hydraulický lis, musíte projít několika po sobě jdoucími fázemi.



Sestavení rámu
Při sestavování rámu postupujte podle těchto kroků.
- Označte a vyřežte kanál, profesionální trubku a silnostěnný rohový profil na polotovary podle výkresu. Vyřízněte také talíře (pokud je nemáte připravené).
- Sestavte základnu: svařte požadované polotovary metodou oboustranného švu. Vzhledem k tomu, že hloubka nalepení (penetrace) tzv. "Svarová lázeň" (zóna roztavené oceli) u 4mm elektrod nepřesahuje 4-5 mm, pronikání je nutné i z opačné strany. Z které strany vařit - to nehraje žádnou roli, hlavní věc je, že polotovary jsou bezpečně upevněny, umístěny, zpočátku přichyceny. Svařování se provádí ve dvou fázích: nejprve se provede lepení, poté se aplikuje hlavní část švu. Pokud to neuchopíte, tak sestavená konstrukce povede na stranu, kvůli čemuž bude nutné křivou sestavu v místě proražení rozříznout, zarovnat (nabrousit) a znovu svařit. Vyvarujte se fatálních chyb při montáži.
- Po sestavení základny svařte bočnice a horní příčku lůžka. Během procesu montáže, po každém švu, lepení, kontrolujte pravoúhlost. Řezání dílů před svařováním se provádí natupo. Jako alternativa ke svařování - šrouby a matice, lisovací a pojistné podložky minimálně M-18.
- Vytvořte pohyblivou tyč pomocí profesionální trubky nebo části kanálu. Přivařte do středu posuvné zarážky kus trubky, který obsahuje dřík.
- Aby nedošlo k vychýlení představce s dorazem, vyrobte pro něj vodítka na bázi pásové oceli. Délka vodítek a vnější délka těla jsou stejné. Připevněte kolejnice po stranách pohyblivé zarážky.
- Udělejte odnímatelnou zarážku. Vyřízněte otvory ve vodicích lištách pro nastavení výšky pracovní plochy. Poté nainstalujte pružiny a samotný zvedák.
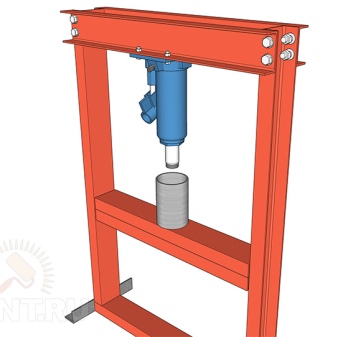
Hydraulické zvedáky nefungují vždy obráceně. Poté je zvedák nehybně upevněn na horním nosníku, zatímco spodní nosník slouží jako podpěra pro zpracovávané obrobky. Aby lis takto fungoval, musí se na něj předělat zvedák.



Změna zvedáku
Úprava hydrauliky se provádí následujícím způsobem.
- Nainstalujte expanzní nádobu o objemu 0,3 l - plnicí kanál zvedáku je připojen jednoduchou průhlednou hadicí. Upevňuje se pomocí svorek.
- Pokud předchozí metoda není vhodná, demontujte zvedák, vypusťte olej a přečerpejte jej přes hlavní hydraulickou jednotku. Odstraňte upínací matici, otočte vnější nádobu gumovou paličkou a vyjměte ji. Vzhledem k tomu, že nádoba není zcela naplněna, převrácením dnem vzhůru ztrácí tok oleje. K odstranění této příčiny nainstalujte trubici, která zabere celou délku skla.
- Pokud vám z nějakého důvodu nevyhovuje ani tato metoda, nainstalujte na lis další nosník... Požadavek na to je klouzání podél vodítek a držení lícem ke konci, díky kterému při zvýšení tlaku zůstane zvedák na svém pracovišti. Otočte jej a upevněte pomocí šroubů M-10 ke sloupku.
Po napumpování tlaku bude přítlak takový, že zvedák neuletí.

Vytváření tlakových bot
Zvedací tyč nemá dostatečný průřez. Bude potřebovat větší plochu přítlačných podložek. Pokud to není zajištěno, bude práce s masivními díly obtížná. Horní přítlačný blok má schopnost držet na představci pomocí vícedílného držáku. Ve skutečnosti je v této části vyříznut slepý otvor, kam vstoupí stejná tyč s malou mezerou. Zde jsou pružiny zaháknuty do otvorů vyřezaných samostatně. Obě platformy jsou vyříznuty a sestaveny z kanálových sekcí nebo čtyř rohových přířezů, což vede k obdélníkové krabici s otevřenými stranami.
Vaření se provádí pomocí souvislých švů na obou stranách. Jedna otevřená hrana je svařena pomocí čtvercového řezu. Vnitřek krabice je vyplněn betonem M-500... Když beton ztvrdne, je díl svařen na druhé straně, čímž vznikne dvojice nedeformovatelných přítlačných kusů. Za účelem instalace výsledné konstrukce na zvedák je pod její dřík shora přivařen kus trubky. Aby tam posledně jmenovaný ještě spolehlivěji zůstal, je na dně výsledné sklenice upevněna podložka s otvorem pro střed stopky. V tomto případě je plošina zespodu instalována na pohyblivou příčku. Nejlepší možností je navařit dva rohové kusy nebo kusy hladké tyče, které neumožňují posunutí přítlačné podložky do strany.



Nastavitelný nosný nosník
Spodní příčka se výrazně neliší od horní - stejné rozměry v řezu. Rozdíl je pouze v designu. Chcete-li to provést, musíte vytvořit platformu podpory. Je vyrobena z dvojice U-profilů otočených žebrovanou stranou ven. Tyto strany jsou připevněny na obou stranách dorazů a jsou ve středu přivařeny pomocí úhelníků nebo výztužných rozpěrek. Po střední zóně příčníku probíhá neobsazená plocha - proto bude nutné zespodu vyrobit opěrný blok. Ta zase spočívá na prostoru rovném polovině šířky každé z polic. Odsazené podpěry jsou přivařeny ve středu spodního polotovaru.
Nastavitelnou tyč však lze upevnit výkonnými hladkými tyčemi.K provedení tohoto způsobu upevnění vyřízněte několik zářezů umístěných vedle sebe na svislých částech kanálu stroje. Měly by být vzájemně rovnoběžné.
Průměr tyče, která byla nařezána na distanční podložky, není menší než 18 mm - tato část nastavuje přijatelnou míru bezpečnosti pro tuto část stroje.


Zpětný mechanismus
Aby vratné pružiny správně fungovaly, zvyšte jejich počet pokud možno na šest – poradí si s velkou hmotností horní přítlačné podložky, do které se nedávno naléval beton. Ideální variantou je použití pružin pro vrácení pohyblivé části (dvířek) brány.
Pokud horní blok chybí, připevněte pružiny k tyči zvedáku. Takové upevnění je realizováno pomocí silné podložky s vnitřním průměrem menším, než je průřez samotného dříku. Pružiny můžete upevnit pomocí otvorů podél okrajů umístěných v této podložce. Na horní liště jsou drženy navařenými háky. Vertikální poloha pružin je zbytečná. Pokud se ukázaly být dlouhé, pak je možné tuto vadu odstranit jejich umístěním pod určitý stupeň a ne striktně rovně.


Další nastavení
Podomácku vyrobený garážový minilis může fungovat i v případě, kdy zvedák prodlouží tyč na kratší vzdálenost, neméně efektivně. Čím kratší je zdvih tyče, tím rychleji jsou zpracovávané díly přitlačovány na stacionární plošinu (kovadlinu).
- Namontujte kus obdélníkové nebo čtvercové trubky na kovadlinu. Není nutné to tam "pevně" svařovat - můžete udělat odnímatelný přírůstek místa.
- Druhý způsob je následující... Na lis umístěte výškově nastavitelnou spodní podpěru. Musí být připevněn k bočním stěnám šroubovými spoji. Udělejte otvory v boční stěně pro tyto šrouby. Výška jejich umístění se volí na základě zadaných úkolů.
- A konečně, aby nedošlo k předělání lisu, použijte vyměnitelné desky, hrají roli přídavných ocelových těsnění.
Poslední verze revize stroje je nejlevnější a nejuniverzálnější.


Informace o tom, jak vyrobit lis z jacku vlastníma rukama, naleznete v dalším videu.













Komentář byl úspěšně odeslán.